浙江镀锌管机,杨永焊管设备,镀锌管机厂家*


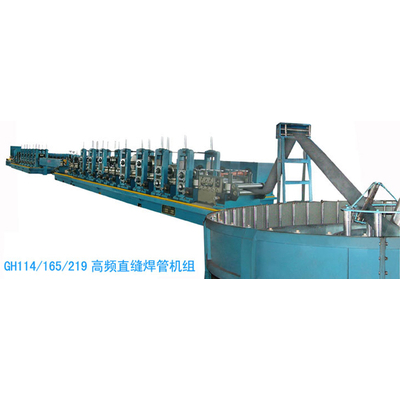
直缝焊管生产线
一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。
另外还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。另外在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,浙江镀锌管机,如果出现故障的话,就要注意及时的采取相应的措施进行修理。
高频焊接设备能走多远
高频焊接设备能走多远?心里的强壮,不在于心里想的多,镀锌管机厂家*,而是看是否经历过曲折;愿望的完成,不在于有多少收成,而是看如何打败了重重困难,终究得到好的成果。焊管设备无论走多长,花多少时间,终点还是在质量上面。
质量上,高频焊接设备的焊缝质量好、内外毛刺较小、焊速高、耗电较小等优点,能够广泛的应用和推广。高频焊管设备正常均能生产异性管,同时多生产方、矩形管,由于方、矩形管有着大的截面模数,所以在工农业各方面被推广使用。
焊管管型优势互补提质
焊管主要有三种管型:高频直缝焊管、螺旋埋弧焊管和直缝埋弧焊管,镀锌管机报价,每种焊管都有各自的优势。 直缝埋弧焊管与螺旋埋弧焊管同属埋弧焊,但直缝埋弧焊管是用单张钢板做原料,其优势在于可以做大直径(****0大可以达到ф1422mm)、厚壁管(≥50mm)、高钢级(X80、X100、X120),应用于二、三、四类地区及海洋工程和大型结构管等。 直缝埋弧焊管与高频直缝焊管同属直缝焊管,镀锌管机哪家好,但高频焊管可以做中型、小型焊管(ф≤400mm),而且有中频热处理工序。当直径、壁厚与钢级相同时,高频焊管更具有优越性,例如国外矿浆输送管往往是用高频焊管。但是,直缝埋弧焊管在陆地上长输管线的应用中有明显的优势。例如我国西气东输工程中,ф1219mmX80钢级、输气压力12MPa的用螺旋埋弧焊管,其壁厚≤18mm;ф1422mmX100、输气压力12MPa的用螺旋埋弧焊管,其壁厚≤15mm,而直缝埋弧焊管则在壁厚上可以达到30mm以上。不过,直缝埋弧焊管要借鉴高频直缝焊管对焊缝(包括热影响区)热处理工艺,在工序上要增设热处理设备。 目前,我国直缝埋弧焊管开发的X100钢级仍处于试制阶段,除了原料热轧板的质量有待****外,直缝埋弧焊管制管技术也要深入研究。其中一个方面,便是应当增设热处理设备,对焊缝区乃至全管热处理,以****LSAW焊管的机械性能。这方面,可以参考无缝钢管的精整工序。
浙江镀锌管机,杨永焊管设备,镀锌管机厂家*由扬州市杨永焊管设备制造有限公司提供。“焊管设备、模具、机械设备制造,机械加工”就选扬州市杨永焊管设备制造有限公司(www.yzyyhgsb*),公司位于:江苏省扬州市杨寿镇北郊永和村,多年来,杨永焊管设备坚持为客户提供****的服务,联系人:陈经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。杨永焊管设备期待成为您的长期合作伙伴!




