万福五金(图)、广东精密丝杆订制、精密丝杆
面议
中国
来电请说明在第一枪看到,谢谢!
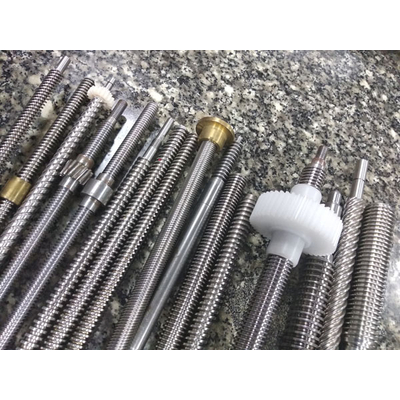
精密丝杆的粗精加工
精密丝杆加工厂-东莞万福五金制品有限公司精密丝杆分类及检验
广东精密丝杆订制_精密丝杆_万福五金由东莞市万福五金制品有限公司提供。东莞市万福五金制品有限公司(www.dgwanfu*)实力雄厚,信誉可靠,在广东 东莞 的齿轮等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*万福五金和您携手步入*,共创美好未来!
不同批量的丝杆,外圆的粗精加工工艺是有差别的。丝杆外圆的粗加工及半精加工,都用普通车削的方法,广东精密丝杆订制,而其外圆的精加工,为了保证螺纹的加工质量,广东精密丝杆价格,采用了粗精磨削的方法。

显然,这种精加工工艺当生产批量*后,特别是螺纹的粗加工及半精加工采用了旋风切削后,在生产率上很不适应。为了****外圆精加工的生产率,C6132丝杆的粗磨外圆工序,采用了无心磨。至于其精磨外圆工序,则视零件精度高低而异。对一般性8级丝杆,采用无心磨削;但对****精度的丝杆,仍应用普通外圆磨的加工方法,以保证外圆表面与中心孔的同轴度。

至于CA6140的丝杆工艺,由于它的毛坯是冷拉易切削钢,所以当其毛坯在切端面打中心孔切槽以后,直接采用无心磨床加工外圆以代替车削;但在精磨外圆以后旋风切削以前,仍安排一道普通外圆磨床精磨外圆,精密丝杆,以确保外圆与中心孔的同轴度。

精密丝杆加工厂-东莞万福五金制品有限公司精密丝杆分类及检验
东莞市万福五金制品有限公司生产的梯形丝杠的梯形螺纹分公制和吋制两大类,国内已30°公制梯形螺纹使用较为广泛。

精密丝杆检验是丝杆工艺分析中****为重要的一项内容。*丝杆加工,若没有相应的测量手段配合,就会成为一句空话。

测量不同精度的零件,应选择不同精度的测量工具。关于测量工具的选择标准,精密丝杆现货供应,一般以其测量的****限误差不得超过被测尺寸公差的1/5--1/1为标准;对*零件的几何参数,也可适当放宽到1/3.
万福五金制品有限公司****生产*丝杆,公司拥有一批****测量设备。如:东京京精粗糙度仪、轮廓度仪,投影仪,2.5次元仪器、日本大阪精密齿轮综合测试仪,日本三丰高度规等,可以客户提供****的测量数据,以保证产品品质。欢迎各位有需求的人士来电来函咨询。
广东精密丝杆订制_精密丝杆_万福五金由东莞市万福五金制品有限公司提供。东莞市万福五金制品有限公司(www.dgwanfu*)实力雄厚,信誉可靠,在广东 东莞 的齿轮等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*万福五金和您携手步入*,共创美好未来!

以上内容为万福五金(图)、广东精密丝杆订制、精密丝杆,本产品由东莞市万福五金制品有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





