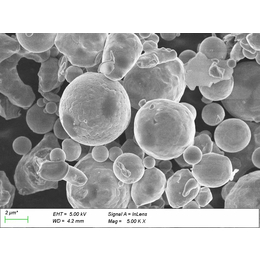

Fe90 铁基合金粉 轴类堆焊 *堆焊合金粉末
¥80元/公斤
中国 河北 邢台
来电请说明在第一枪看到,谢谢!
【用途】
激光熔覆、 等离子堆焊轴堆焊。
恢复尺寸和堆焊工作层前的打底焊层。
【工艺】
喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。****终沉积物是致密的金属结晶*并与基体形成约0.05~0.1mm的冶金结合层,其结合强度约400MPa,*冲击性能较好、*、耐腐蚀,外观呈镜面。
喷涂通过喷枪或碟式*,借助于压力或离心力,分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。可分为空气喷涂、无空气喷涂、静电喷涂以及上述基本喷涂形式的各种派生的方式,如大流量低压力雾化喷涂、热喷涂、自动喷涂、多组喷涂等。
【注意事项】
1. 请严格按氧—*火焰喷焊工艺的要求施焊。
2. 在喷焊造型复杂的工件时,具体的操作工艺将影响成功率,有问题请向本公司咨询。
3. 合金粉如有吸潮现象,使用前应进行干燥处理( 120 ℃ ,保温 1 小时)。
以上内容为Fe90 铁基合金粉 轴类堆焊 *堆焊合金粉末,本产品由南宫市鑫盾合金焊材喷涂有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报