斜床身刀塔数控车床生产厂家、无锡福涌机械科技公司

车床与铣床的区别
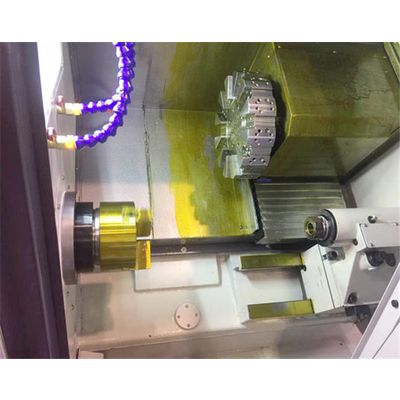
车床的定义是主要用车刀对旋转的工件进行车削加工的机床,在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工,一般都是加工轴类、套类、盘类、垫类等零件。铣床的定义是主要用铣刀在工件上加工各种表面的机床。通常铣刀旋转运动为主运动,斜床身刀塔数控车床生产厂家,工件铣刀的移动为进给运动,它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
了解了车床与铣床的定义,现在我们看一下这两种设备之间的区别。
1.类型上的区别:车床是卧式卧式车床为主,当然大型车床也有立式等形式,铣床一般小型机床也是以卧式为主,随州斜床身刀塔数控车床,大型机床为龙门式。
2.加工形式的区别:车床一般都有刀架,加工形式一般是刀具进行进给移动,主运动为工件旋转运动,用来加工回转体零件,把零件通过三抓卡盘夹在机床主轴上,并高速旋转,然后用车刀按照回转体的母线走刀,切出产品外型来。铣床的加工形式一般正好与车床相反,主运动为刀具旋转运动,工件移动为进给运动,铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,斜床身刀塔数控车床厂家,切出需要的形状和特征。
3.其它优势的不同:车床还可进行内孔,螺纹,咬花等的加工,后两者为低速加工。控铣床可以进行复杂外形和特征的加工。
车床和铣床的区别不是数控的区别,两种机床都用程序规定其走刀刀路,这种方式就叫做数控方式,在其名称前加上数控两个字就是这个意思,也就是自动化加工。
车床能加工哪些零件
车床是主要用车刀对旋转的工件进行车削加工的机床,用于内圆、外圆和螺纹等成型面加工的金属切削机器。那车床可以加工哪些零件呢?
我们判断和选择一个零件的加工方法时,可从零件结构、技术要求与零件材料等方面去进行分析,看它更适合哪种加工方法:
1.从零件结构方面:
车床上的切削运动和装夹方式,适合加工回转面和回转面的端面。轴类零件、盘类和套类零件主要是由回转面组成,所以车床主要用于轴类零件、盘套类零件加工,而且这类回转面轴线加工时必须和车床主轴重合的。
2.从技术要求方面:
普通车床加工尺寸精度可达IT13 ~ IT7 ,表面粗糙度可达Ra12.5~Ra0.8。精密车床加工尺寸精度可达IT7 ~ IT5,表面粗糙度可达Ra0.4~Ra0.1。
3.从被加工零件的材料方面:
受刀具材料限制,车床一般加工的工件硬度lt;35HRC。有色金属等(铝合金、橡胶、木材、塑料)不宜磨削的零件只能车床上加工。
除了普通的车床,还有数控车床,数控车床可加工的零件有:
1.生产批量小的零件;
2.需要进行多次改型设计的零件;
3.加工精度要求高、结构形状复杂的零件,如葙体类,曲线、曲面类零件;
4.需要精1确*和尺寸一致性要求高的零件;
5.价值昂贵的零件,这种零件虽然生产量不大,但是如果加工中因出现差错而报废,将产生巨大的经济损失。
数控车床夹紧力大小的估算方法
夹紧力对于数控车床的而言,并非是在任何情况下都会使用到,但一旦使用到就需要大家会计算。一般地,夹紧力的大小对工件安装的可靠性、工件和夹具数控车床的变形、夹紧机构的复杂程度等有很大关系。夹紧力大小的计算是一个很复杂的问题,一般只能作粗略的估算。
为简化起见,在低速加工确定夹紧力大小时,可只考虑切削力(矩)对夹紧的影响,并假设数控车床工艺系统是刚性的,切削过程是平稳的,根据加工过程中对夹紧****不利的瞬时状态,按静力平衡原理求出夹紧力的大小,再乘以安全系数作为实际所需的夹紧力,即:
Fj=kF;
式中Fj—实际所需夹紧力;
F—定条件下,斜床身刀塔数控车床价格,按静力平衡计算出的夹紧力;
k—安全系数,考虑切削力的变化和工艺系统变形等因素。
加工过程中,工件受到切削力、离心力、惯性力和工件自身重力等的作用。一般情况下数控车床加工中小工件时,切削力(矩)起决定性作用。加工重型、大型工件时,必须考虑工件重力的作用。工件高速运动条件下加工时,则不能忽略离心力或惯性力对夹紧作用的影响。此外,切削力本身是一个动态载荷,在加工过程中也是变化的。夹紧力的大小还与工艺系统刚度、夹紧机构的传动效率等因素有关。
斜床身刀塔数控车床生产厂家、无锡福涌机械科技公司由无锡福涌机械科技有限公司提供。斜床身刀塔数控车床生产厂家、无锡福涌机械科技公司是无锡福涌机械科技有限公司(www.wuxifuyongcnc*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:张经理。






