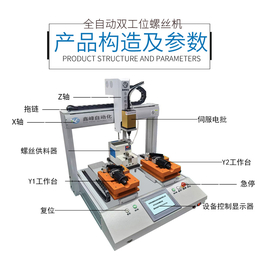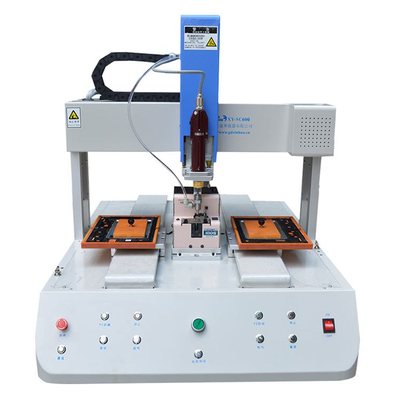
双工位螺丝机、螺丝机、鑫华技术先锋(查看)
面议
中国
来电请说明在第一枪看到,谢谢!
自动锁螺丝机卡料怎么办?
鑫华---自散热器自动点胶、锁付、组装一体机的优势
双工位螺丝机、螺丝机、鑫华技术先锋(查看)由东莞市鑫华智能制造有限公司提供。行路致远,砥砺前行。东莞市鑫华智能制造有限公司(www.gdxinhua.cn)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品较具影响力的企业,与您一起飞跃,共同成功!
自动锁螺丝机卡料怎么办?
自动锁螺丝机能够****生产效率,降低生产成本,标准化产品质量。自动锁螺丝机在使用过程中有时候会遇到卡机,双头拧螺丝机,会影响生产效率,螺丝机,那么遇到卡机我们如何判定原因及正确的解决这个问题呢?
首先,我们必须了解自动锁螺丝机卡料是怎么造成的,判断是人为操作原因还是自动锁螺丝机本身的问题。根据多年的经验,大多数卡料是螺丝不标准或次品率造成的,然而这些螺丝的问题一般由花头、滑牙,这有两个原因导致的。
其次,双头锁螺丝机,检查是否自动锁螺丝机本身设计结构问题,建议咨询厂商,双工位螺丝机,协助解决。
第三,很多卡料一开始是螺丝问题,后面是自动锁螺丝机厂家为解决上述异形螺丝而将所有自动锁螺丝机通道加大,包括电批鼻嘴,电批鼻嘴内径太大就是引起浮牙、花头的主要原因,这些导致自动锁螺丝机的本身重要问题,所以生产商把这个做成了一个新的领域,也加快了自动锁螺丝机的性能。
螺丝质量问题主要是由于螺丝质量不好或改动机器设计尺寸而引起的,还有的就是自动锁螺丝机本身的问题如所使用的材料、工艺及电子零件所使用的品牌而引起的问题,所以做自动锁螺丝机的时候我们的核心部件建议是采用质量较好的,这样可以保证机器的稳定性。

鑫华---自散热器自动点胶、锁付、组装一体机的优势
散热器自动点胶、锁付、组装一体机
转盘上一共有六个工位,有六个*夹具并按圆周位置等分。
1号工位上震动盘和直线震动器将散热片分两序列排序装入夹具中*;
2号工位上点胶机构成对散热片点胶处理;
3号工位上两对震动盘和直线震动器组合分别将各自三****管排序装入夹具并与到达第三工位的散热片贴合;
4号工位为自动锁螺丝工位,锁螺丝机构对贴合的散热片和三****管锁付;
在5号工位上将对不良品进行剔除;
6号工位出成品。
散热片和取料、摆盘均可由设备自主完成

双工位螺丝机、螺丝机、鑫华技术先锋(查看)由东莞市鑫华智能制造有限公司提供。行路致远,砥砺前行。东莞市鑫华智能制造有限公司(www.gdxinhua.cn)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为工业制品较具影响力的企业,与您一起飞跃,共同成功!

以上内容为双工位螺丝机、螺丝机、鑫华技术先锋(查看),本产品由东莞市鑫华智能制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报