重庆嘉昂科技(图)、三坐标测量机 精度、铜梁三坐标测量机

三坐标测量机测工件的同轴度误差因素
被测工件的同轴度误差主要与下列因素有关:
1.工件形状误差,主要包括孔(或轴)的圆度误差,直线度误差,投影面和基准轴线的垂直度误差等。这些误差对测量的结果影响****大。一般说来,很难对工件进行comprehensive的测量,在采样点数较少
的情况下,铜梁三坐标测量机,即使测量机没有误差,不同的采样点也会导致截然不同的测量结果。
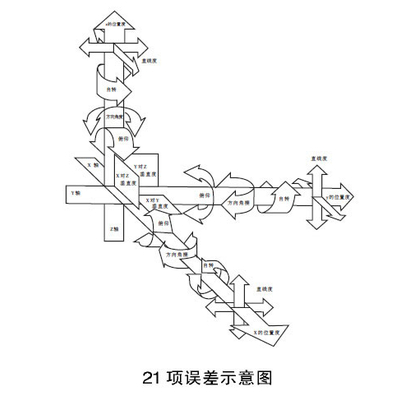
2.算法计算误差——因为被测几何元素不是理想元素,在数据处理过程中总是用一近似的理想元素替代它,这一过程叫做拟合算法计算。常用的算法有:****little 二乘法和****max****little条件法。****little二乘法根据误差的平方和开平方根为****little的条件求出的值。从理论上讲,三坐标测量机21种误差,计算机获得的采样点越多,拟合的精度就越高。3.基准轴线与被测轴线的长度与相互间距离引起的误差放大。
重庆嘉昂科技有限公司是一家****提供三坐标测量机技术服务、产品尺寸检测服务、产品扫描与逆向工程服务、机床精度校验服务的****化服务公司






三坐标测量机测量原则与准备
1、三坐标测量机测量产品应遵循以下基本原则:
所有零部件应尽可能在装配状态下测量,三坐标测量机检定,在装配状态下无法测量的部分可分两种情况处理:一是零件之间互相遮挡的部分,可采取逐层拆卸逐层测量的方法进行。二是零件的反面,应采用重*的方法进行。
在拆卸任何零件之前均应测量其重*基准(重*基准点或边界线),并注意在拆卸过程中保证产品上的所有零件不发生变形。
2、三坐标测量机测量准备:
为了方便测量,三坐标测量机 精度,****测量速度,在测量前应对零件上不明显的轮廓(倒圆)进行描点。点应描在轮廓的中心线上,并尽可能光顺。可通过观察平行光(日光或日光灯)在轮廓上反射光线形成的条纹来辅助描点。
重庆嘉昂科技有限公司是一家****提供三坐标测量机技术服务、产品尺寸检测服务、产品扫描与逆向工程服务、机床精度校验服务的****化服务公司

三坐标测量机导轨花岗岩与航空铝合金的比较 三轴采用天然高精密花岗岩导轨,保证了整体具有相同的热力学性能,避免由于三轴材质不同热膨胀系数不同所造成的机器精度误差。 花岗岩与航空铝合金的比较1.铝合金材料热膨胀系数大。一般使用航空铝合金材料的横梁和Z轴在使用几年之后,三坐标的测量基准--光栅尺就会受损,精度改变。2.由于三坐标的平台是花岗岩结构,这样三坐标的主轴也是花岗岩材质。主轴采用花岗岩而横梁和Z轴采用铝合金等其他材质,在温度变化时会因为三轴的热膨胀系数不均同而引起测量精度的失真和稳定。三轴导轨采用全天然花岗岩四面全环抱式矩形结构,配上*自洁式预应力气浮轴承,是确保机器精度长期稳定的基础,同时轴承受力沿轴向方向,受力稳定均衡,有利于保证机器硬件寿命。3. 采用小孔出气专利技术,耗气量为30L/Min,在轴承间隙形成冷凝区域,抵消轴承运动摩擦带来的热量,增加设备整体热稳定性。仔细研究各厂家的技术指标,会发现: 欧潼精密的耗气量为30L/Min,而其他的厂家在50-150L/MIN之间. 按照物理学理论,当气体以一定的压力通过圆孔的时候,会因为气体摩擦产生热量,在高精密测量中,微小的热量也会影响精度的稳定性,而当出气孔的孔径小于一定的直径的时候,却会相反的会在出气孔的周围形成冷凝效应! 正是利用这一物理学原理,采用欧潼小孔出气的技术,使得冷凝效应恰恰抵消测量中因为空气摩擦产生的微弱热量,使得设备保持长时间的温度稳定性,从而保证精度稳定性!
重庆嘉昂科技有限公司是一家****提供三坐标测量机技术服务、产品尺寸检测服务、产品扫描与逆向工程服务、机床精度校验服务的****化服务公司

重庆嘉昂科技(图)、三坐标测量机 精度、铜梁三坐标测量机由重庆嘉昂科技有限公司提供。重庆嘉昂科技有限公司(www.cqjmyq*)实力雄厚,信誉可靠,在重庆 重庆市 的量仪等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*嘉昂科技和您携手步入*,共创美好未来!






