ANFL放热焊接技术规范
<*n>我厂****生产放热焊接焊粉、放热焊接模具,<*n>规格齐全,<*n>经久*,<*n>保证价格便宜好用<*n>!<*n>贴心服务找安能http://www.hbanneng*/ 周经理:138-3374-0282(微信同步)*:150-615-1930 公司邮箱:150-615-1930@**
ANFL放热焊接为*的分子结合,接点截面积一般是所连接导体截面的两倍以上,接点的过载能力,耐受高温能力、耐腐蚀能力、机械强度与导体相同(以铜为参照)。由于工艺的限制,机械连接接点的实际接触面往往小于所连接的导体截面,造成接点的过载能力、机械强度、耐腐蚀能力较差。
放热焊接产品,*常用的有放热焊接模具、放热焊接焊粉、模具夹、<*n>点huo *<*n>等辅助工具。 如果您是初次购买放热焊接产品,如下的介绍可能会对您有帮助。
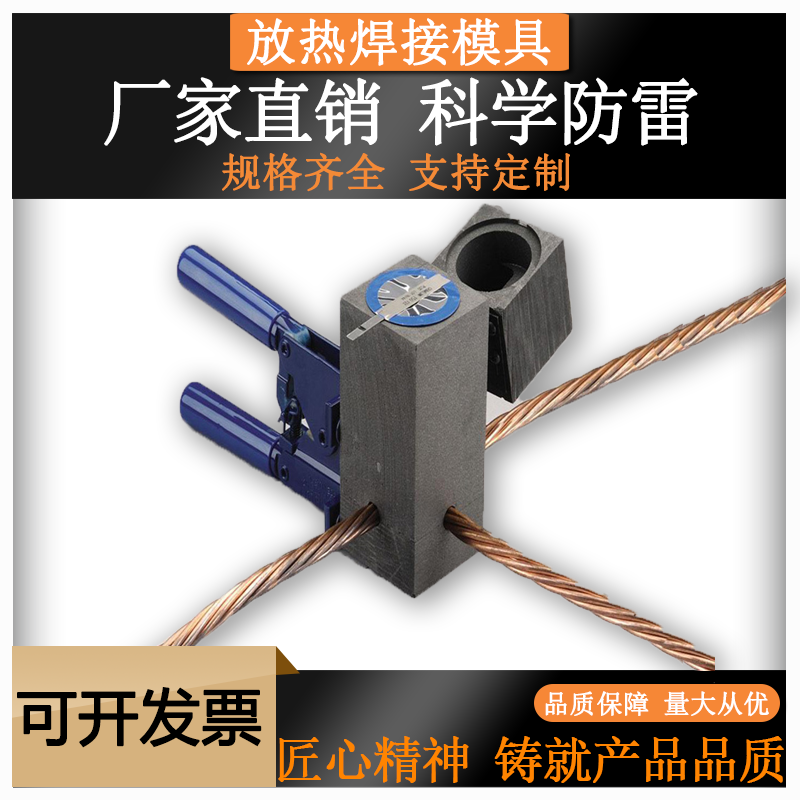
ANFL放热焊接模具是放热焊接另一个核心产品,能够重复使用,许多使用良好焊粉却未达到良好焊接效果的项目就是因为使用了不合理的模具所致,模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及*<*n>终形状必须经过科学严谨的设计,放热焊接模具使用寿命一般在100次以上,部分型号寿命更长,例如一字焊接(特别是焊接线、棒等圆柱体形状的导体),部分型号寿命略短,例如十字型模具,购买放热焊接工器具前请核实具体需要焊接什么形状的导体,规格是什么,(铜排是40×4 、40×5 、50×5 、60×6 或者其他规格铜缆是70mm2、95mm2、120mm2、150mm2、185mm2或者其他规格接地棒直径是Φ14.2Φ17.2Φ20Φ22或者其他规格),焊点形状是什么样(一字接T字接十字接水平的立体的)

现在有部分不良厂家使用二浸三培低纯度石墨加工模具,模具密度及*高温能力不足,易损坏,模具寿命短,但其具有成本低廉的优势,我们不采用这种降低质量来获取低成本,低价倾销市场的行为。
我公司自主设计生产加工模具,使用密实度高,*摩损性能好的*三浸四培高纯石墨作为基础原料,采用数控机床加工,ANFL模具具有设计合理(每种出厂模具均经过严格检测,并进行实物焊接试验,合格后方能出厂)、技术成熟、寿命长、易脱模、通用性好等特点。
<*n>绝大部分放热焊接厂家模具均为代理加工,并非自主生产,质量不易控制,供货周期较长(往往在4天以上),而我厂自主生产,常备大量库存,常用模具都备有50套以上,库存大发货快。
由于我公司具有****的模具设计室,拥有****的设计人员,能够为您提供*快速的设计、定制加工服务。
放热焊接焊粉是一次性的,好比电焊机和电焊条。放热焊接焊粉<*n>中的氧化铜在引火粉温度的催化下,与焊粉中的*产品还原反应,铝将氧化铜中的铜元素置换出来,同时释放出大量的热量,使得反应腔内瞬间变为高温的液态混合物,由于铜比重远大于氧化铝(8.9T/m3>3.5T/m3),因此铜会将氧化铝上浮至自身上面,被置换出的铜液会将隔离垫片熔化,沿导流槽流入熔接腔,按照铸造的原理,在特定的型腔内成型,将需要焊接的导体包裹住,并熔化导体的表面甚至全部,从而形成分子结合的焊接,需要指出垫片的作用是在其本身被熔化前,保证焊粉100%的全部反应完毕。由于焊接原理为置换反应+铸造,因此不同型号导体及导体相对位置的不同,会造成焊接模具型号的型号规格、尺寸甚至结构的不同,这也是焊接型号(等同于模具型号)种类繁多的原因。
ANFL焊粉反应速度、临界温度均经过严格设计,根据焊点类型及所焊金属,需选用对应型号焊粉,模具盖子上的铭牌也会标准应使用的焊粉型号,焊接时应使用标注的焊粉型号,不得将错误的型号的焊粉导入模具,不能混用焊粉,以避免虚焊、焊接不牢固,焊粉浪费,甚至模具作废。
不能混用焊粉的另外一个原因是:不同型号的焊粉配比及成分并不相同,这是为了保持焊接临界温度和反应时间在一定的区间内,又要兼顾安全。
<*n>本品采用三层复合铝箔袋包装,常规情况,包装有效期可达1年以上,对于潮湿环境,可选用双层真*装,能更加有效避免受潮,以影响焊接效果,订购真*装焊粉需申明。ANFL焊粉每袋焊粉标配一包引火粉及隔离垫片。引火粉和隔离垫片无需单独购买。
ANFL放热焊接焊粉可焊接的金属有<*n>铜排/铜棒/铜缆/铜管/(镀锌)扁钢/圆钢/螺纹钢/钢板/钢管/锰钢/铜包钢圆线(接地棒/排/绞线)等各种接地材料之间的焊接。
<*n>简单说就是三个问题:1.需要明确要焊接材料的规格;焊点形状;每种焊点的数量。模具夹分为两大种,一种是普通模具夹,适用于大部分模具,另一种是偏心模具夹,主要应用在十字焊接和接地棒焊接上。
放热焊接过程(流程)
(1) 将导线及模具清洁干净,并用喷火剂预热去除水分,然后将导线放入熔模中,注意线端须在熔模中心相碰.
(2) 闭合模夹,由注入孔查视,确定线端位置正确,然后放入金属片于埚底.
(3) 将焊粉倒入模具内,散布引火剂于焊粉表层.
(4) 留一点点火剂于模唇,然后盖上模具顶盖.
(5) 用点火*从模边对准模唇的起火剂打火.(注意打火时操作人员不得站在模具开口处且必须戴上隔热手套,一旦熔粉被引燃,操作人员必须立即离开模具至少 1.5 米.)
(6) 引火剂着火时引发焊粉燃烧,燃烧结束后,待 10-20 秒金属凝固后,开启模具取出焊接成功的导线.
(7) 清除模具矿渣以备再次焊接作业.
放热焊接注意事项
1、施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末.
2、施工操作前,必须使用喷火炬(或*喷灯)烘干被焊接件和熔模,使其尽可能的不含水分.****模具在使用时bao
3、施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝.
4、施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心.
5、施工操作时,现场 1.50米 范围之内,不得有无关人员停留.
6、施工操作时,现场 1—— 2米 范围之内,不得有*物品摆放.
7、 操作人员必须戴上有一定隔热效果的工作手套.
8、操作人员不得面对于熔模开口处操作施工.
8、点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少 1.50米 .
9、 当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件.
10、 当放热焊剂反应结束后,须待熔模和被焊接件自然冷却 10——20秒.
11、放热焊接后对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行.
<*n>安能防雷*后特点提醒您,使用模具后,必须用毛刷和铁刷把模具腔内的余渣清理干净,才能焊接下一个焊口。
质量是一种信仰。决战市场靠的是产品的品质与服务。质量是企业对消费者承诺的信守。作为企业只有时刻牢记自己的责任,遵纪守法,遵从职业道德,用良心做事,从细微处着手。要不断强化质量意识,创建质量文化,构建质量体系,保证质量品质,才能让我们的<*n>企业在市场竞争中立于不败之地。 河北安能防雷设备科技有限公司<*n>质量是我们经营的一个基本的起点,也是我们永恒的梦想与追求。