小型数控车床价格|浙江数控车床|无锡振国
面议
中国
来电请说明在第一枪看到,谢谢!
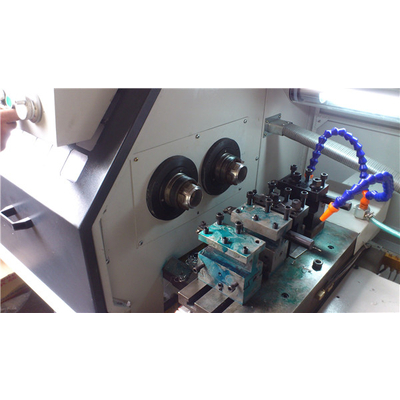
双面数控车床性能特点:
影响数控双头车床切削条件的因素有哪些
小型数控车床价格|浙江数控车床|无锡振国由无锡振国机械有限公司提供。小型数控车床价格|浙江数控车床|无锡振国是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。
1.机床提供控制系统由客户选定。
2.机床采用双刀塔,两端面同时加工,效益高,同轴度高。
3.主电机采用变频器无****调速。
4.可移动的辅助主轴箱保证工件的切削刚性,哪个品牌数控车床好,延伸工件的加工长度,扩大加工范围。
5.两只主轴箱可向两端移动。
6.夹紧方式采用液压自动夹紧。
7.主电机为两端轴伸,同时带动两只主轴箱。
8.经改装后可实现自动进料。
9.转动方式为滚珠丝杠加直线导轨。

影响数控双头车床切削条件的因素有哪些
1、冷却液使用。机床刚性好、精度高可****切削速度;反之,则需降低切削速度。上述影响切削速度的诸因素中,供应小型数控车床,刀具材质的影响****为主要。切削深度主要受机床刚度的制约,在机床刚度允许的情况下,切削深度应尽可能大,如果不受加工精度的限制,小型数控车床价格,可以使切削深度等于零件的加工余量。这样可以减少走刀次数。机床主轴转速要根据机床和刀具允许的切削速度来确定。可以用计算法或查表法来选取。进给量F(MM/R)或进给速度F(MM/MIN)要根据零件的加工精度、表面粗糙度、刀具和工件材料来选。大的进给速度受机床刚度和进给驱动及数控系统的限制。
编程员在选取切削用量时,浙江数控车床,一定要根据机床说明书的要求和刀具*度,选择适合机床特点及刀具*度的切削用量。当然也可以凭经验,采用类比法去确定切削用量。
2、刀具材料。刀具材料不同,允许的高切削速度也不同。高速刀具耐高温切削速度不到50M/MIN,碳化物刀具耐高温切削速度可达100M/MIN以上,陶瓷具的耐高温切削速度可高达1000M/MIN。
3、工件材料。工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度应降低,而加工较软材料时,切削速度可以****。

小型数控车床价格|浙江数控车床|无锡振国由无锡振国机械有限公司提供。小型数控车床价格|浙江数控车床|无锡振国是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。

以上内容为小型数控车床价格|浙江数控车床|无锡振国,本产品由无锡振国机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报




