丽水模数齿条、金仕霖齿条、小模数齿条
金仕霖齿条公司拥有进口齿条插齿机,及国内目前i的数控齿条插齿机YK58200.公司生产各种规格的齿条,磨削齿条、磨齿齿条、机床齿条及普通齿条。
齿条详细加工工艺,在坯料加工好以后,常用的齿部加工工艺有: 1、插齿机或刨齿机加工。用插齿刀查出齿廓,丽水模数齿条,这种工艺是展成法加工,加工精度高。 2、刨床加工。用成型的刨刀每刨完一个齿后,激光机切割机齿条,再加工下一齿,挨个齿刨出,这种工艺精度较低。 3、铣床加工。与成型的齿轮铣刀加工。过程与刨床将近。 4、线切割加工。适合于小模数齿条,小模数齿条,加工精度高。 5、其它超大或微小的齿条,根据精度及材料的不同,可以采取精铸、模压、粉末冶金等工艺制造。总之,齿条的种类与形式不同,各工厂的设备条件不同,所采用的工艺也就千变万化。没有固定的模式。

模数齿条
金仕霖齿条公司拥有进口齿条插齿机,及国内目前好的数控齿条插齿机YK58200.公司生产各种规格的齿条,磨削齿条、磨齿齿条、机床齿条及普通齿条。
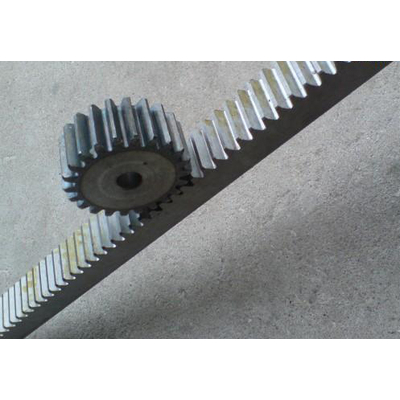
齿条(1) 也分直齿齿条和斜齿齿条,分别与直齿圆柱齿轮和斜齿圆柱齿轮配对使用; 齿条的齿廓为直线而非渐开线(对齿面而言则为平面),相当于分度圆半径为无穷大圆柱齿轮。

金仕霖齿条公司拥有进口齿条插齿机,大模数齿条,及国内目前的数控齿条插齿机YK58200.公司生产各种规格的齿条,磨削齿条、磨齿齿条、机床齿条及普通齿条。
铣削直齿圆柱齿轮时产生废品的主要原因有哪些? 模数齿条
铣削直齿圆柱齿轮时产生废品的主要原因有:
(1)齿数和图样要求不符 产生原因是:未仔细看清图样;分度计算错误或分度头调整错误。
(2)齿厚不等或齿距误差过大 产生原因是:未正确操作分度头,分度手柄多转后退回改正时,未消除分度头蜗杆副间隙;工件未校正好,致使工件径向圆跳动过大。
(3)齿高、齿厚不正确 产生原因是:铣削深度调整错误或铣刀模数选错或刀号选错。
(4)轮齿偏斜 产生原因是:铣刀未对准中心。
(5)齿面表面较粗糙 产生原因主要是:铣刀钝或铣削量过大;铣刀装夹后摆差过大;工件装夹不好,机床和分度头等未调整紧固好,切削时产生振动。

丽水模数齿条、金仕霖齿条、小模数齿条由山东金仕霖机械制造有限公司提供。丽水模数齿条、金仕霖齿条、小模数齿条是山东金仕霖机械制造有限公司(www.chi-tiao*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:杨经理。






