

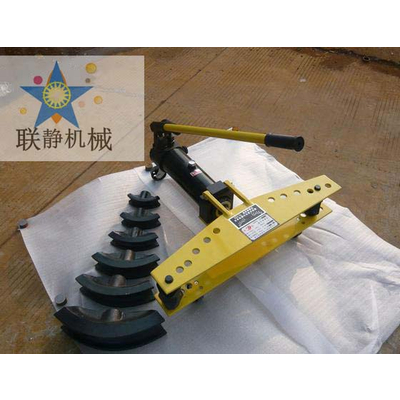

LJWG-76弯管机 方管圆管弯管器 角度折弯2018款
¥6800元/件
中国 山东 济宁 任城区
来电请说明在第一枪看到,谢谢!
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形限应包含以下几个内容:
1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生*裂;
2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3)如果管件有椭圆度的要求时,控制其断面产生畸变;
4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形限。
|
型号 |
LJWG-76 |
|
弯曲直径范围 |
≤Φ76钢管(壁厚2~3mm) |
|
弯曲速度 高度 |
3-5r/min |
|
弯曲角度数量 |
9 |
|
弯曲大角度 |
200 |
|
弯曲小角度 |
30 |
|
电机功率 |
4kw |
|
电源 |
三相交流380V,50Hz |
|
脚踏开关电压 |
直流 |





以上内容为LJWG-76弯管机 方管圆管弯管器 角度折弯2018款,本产品由济宁市联静工程机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





