****数控车床、河南数控车床、无锡振国机械有限公司(查看)
面议
中国
来电请说明在第一枪看到,谢谢!
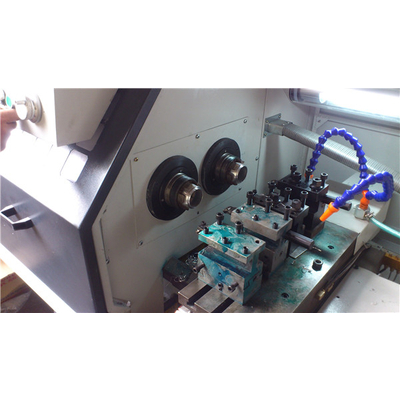
数控车床刀具参数
****数控车床、河南数控车床、无锡振国机械有限公司(查看)由无锡振国机械有限公司提供。****数控车床、河南数控车床、无锡振国机械有限公司(查看)是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。
对车刀而言,刀具参数是指刀偏量(刀具偏置量或位置补偿量)、刀尖半径、磨损量和刀尖位置o:
1)数控车床刀偏量设置目的
数控车床刀架内有一个刀具参考点(基准点)。数控车床数控系统通过控制该点运动,间接地控制每把刀具的刀尖运动。各种形式的刀具安装后,每把刀具的刀尖在两个坐标方向的位置均不同,五金加工数控车床,所以测出刀尖相对参考点的距离即刀偏量(x",z"),将其输人数控系统刀具补偿地址。在加工程序调用刀具时,系统会自动补偿两个方向的刀偏量(刀具位置补偿),河南数控车床,从而准确控制每把刀具的刀尖轨迹。
2)数控车床刀偏量的设置方法
数控车床刀偏量的设置过程又称为对刀操作。数控车床常用的对刀方法有三种:试切对刀法、机械对刀仪对刀法、光学对刀仪对刀法。

小型数控车床的刹车后停车越来越慢了一般是由以下几种情况引起的:
1.小型数控车床的一般采有的是刹车盘,当刹车盘磨损后就会出现这种状况,****数控车床,可以拆下更换或将包钢再调紧一下;
2.继电器控制时间太短了,可以将时间继电器时间调长一些但也不能太长,太长了会烧继电器;
对与大型的数控车床停车后转十几秒停下来算正常现象,主要原因是机床的主轴惯性比较大,这样就不是数控车床的问题。

****数控车床、河南数控车床、无锡振国机械有限公司(查看)由无锡振国机械有限公司提供。****数控车床、河南数控车床、无锡振国机械有限公司(查看)是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。

以上内容为****数控车床、河南数控车床、无锡振国机械有限公司(查看),本产品由无锡振国机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





