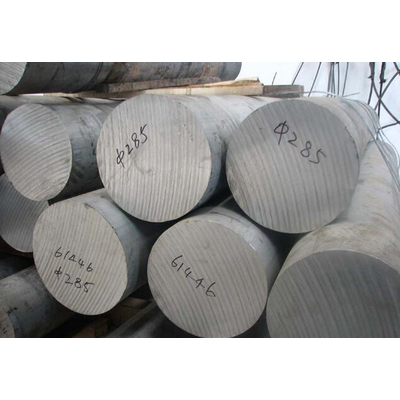
潍坊6005铝棒,聊城乐王铝棒,*6005铝棒
6063铝合金的浇铸
1.选择合理的浇铸温度
合理的浇铸温度也是生产出****铝棒的重要因素,温度过低,易产生夹渣、*等铸造缺陷。温度过高,易产生晶粒粗大、羽毛晶等铸造缺陷。

做了晶粒细化处理后的6063铝合金液,铸造温度可适当****,一般可控制在720-740℃之间,这是因为:
①铝液经晶粒细化处理后变粘,容易凝固结晶。
②铝棒在铸造中结晶前沿有一个液固两相过度带,较高的铸造温度有较窄的过度带,过度带窄有利于结晶前沿排出的气体逸出,当然温度不可过高,过高的铸造温度会缩短晶粒细化剂的有效时间,使晶粒变得相对较大。
2.有条件时,充分预热,烘干流槽、分流盘等浇铸系统,****水分与铝液反应造成吸氢
3.铸造中,尽可能的避免铝液的紊流和翻卷,不要轻易用工具搅动流槽及分流盘中的铝液,6005铝棒厂,让铝液在表面氧化膜的保护下平稳流人结晶器结晶,这是因为工具搅动铝液和液流翻卷都会使铝液表面氧化膜*裂,造成新的氧化,同时将氧化膜卷入铝液。经研究表明,氧化膜有****强的吸附能力,它含有2%的水份,当氧化膜卷入铝液后,氧化膜中的水份与铝液反应,造成吸氢和夹渣。
4.对铝液进行过滤,过滤是除去铝液中非金属夹渣有效的方法,在6063铝合金的铸造中,一般用多层玻璃丝布过滤或陶瓷过滤板过滤,无论是采取何种过滤方法,为了保证铝液能正常的过滤,铝液在过滤前应除去表面浮渣,因为表面浮渣易堵塞过滤材料的过滤网孔,使过滤不能正常进行,除去铝液表面浮渣的****简单方法是在流槽中设置一挡渣板,使铝液在过滤前除去浮渣。
40吨铝棒均热炉操作说明-
料车传动控制系统操作说明
料车负责控制加热室炉门、冷却室炉门和料车自身的动作。
首先合上位于传动柜里的料车总电源断路器。
再合上料车操作台里面的控制电源断路器和冷却风扇断路器,小车断路器,大车断路器,液压站断路器。
按下料车操作台上的控制电源送电按钮,控制电源开指示灯亮,控制回路得电,按下控制电源停电按钮,控制回路断电。
控制电源送电后,面板上的“通迅状态”指示灯如果频闪,说明料车端PLC和传动柜的PLC通迅成功,如果灯常亮或不亮,则通迅失败。通迅失败时,料车只能进行手动操作,不能自动取料或放料。
加热室炉门、冷却室有手动和自动两种工作方式。按料车上的手自动按钮可在手动和自动之间切换,手动和自动都有相应的指示灯。

手动操作如下:
按下炉门降按钮,炉门关闭,到达炉门降限位时,炉门降限位开关动作,炉门降限位指示灯亮,炉门降停止。
按下炉门松按钮,炉门开始放松,到达炉门松限位时,炉门松限位开关动作,*6005铝棒,炉门松限位指示灯亮,炉门松停止。
按下门销退按钮,门销退动作,到达门销退限位时,门销进限位开关动作,门销退限位指示灯亮,门销退动作停止。
按下冷却室门关按钮,冷却室门关指示灯亮,冷却室门下降,到达冷却室门关限位时,冷却室门关限位开关动作,冷却室门升限位指示灯亮,门降动作停止。
炉门开启时的位置为:松位,升位,门销进位。
炉门关闭时的位置为:紧位,降位,门销退位。
开启炉门的动作顺序如下:
炉门松松到位炉门升升到位门销进进到位
关闭炉门的动作顺序如下:
门销退退到位炉门降降到位炉门紧紧到位
炉门工作时必须按照以上开启、关闭的顺序操作。
料车手动操作如下:
液压站启动后,按下料车升按钮,料车升起,到位后停止,
按下料车退按钮,料车后退,料车退指示灯亮,到达料车退限位,料车退限位动作,料车停止动作。
三维料车小车的初始位置为:退位,降位。
料车具有自动取料和自动放料,工位自动*功能(大车自动行走功能)。
无论取料还是放料,都由初始位置开始动作,回到初始位置结束。
料车小车取料动作顺序如下:
料车进进到位料车升升到位料车退退到位料车降降到位
料车小车放料动作顺序如下:
料车升升到位料车进进到位料车降降到位料车退退到位
料车小车取、放料时,必须按以上顺序操作。
料车在自动取放料的时候,料车可以自动控制加热室炉门、冷却室炉门的开门和关门过程。
料车自动操作如下:
料车在加热室退位,合上自动放料旋钮,进行自动放料,动作顺序如下:
自动放料炉门松松到位炉门升升到位门销进进到位液压站启动
料车升升到位料车进进到位料车降降到位料车退退到位液压站停止、门销退退到位炉门降降到位炉门紧紧到位放料结束
自动取料,动作顺序如下:
自动取料炉门开开到位液压站启动料车进进到位料车升升到位料车退退到位料车降降到位液压站停止、炉门降降到位取料结束。
料车在各工位取料、放料结束后,必须将自动取料旋钮、自动放料旋钮旋回,才可进行下一操作。

7075t6铝棒表面怎么喷油漆
底漆的喷涂:
1.在铝合金表面取得良好的表面处理效果之后,进口6005铝棒批发,(无油污,无尘,表面有一定粗糙度),潍坊6005铝棒,可以喷涂铝合金*的环氧富锌底漆。该底漆对于铝合金表面具有良好的附着力,特别是双组份的环氧锌黄底漆。该漆具有环氧漆特有的高附着力,韧性,硬度等均比较优良,并且配套性能好。
2.混合比例:底漆:底漆固化剂:稀释剂=4:1:适量。混合前先将油漆搅拌5分钟至均匀。用电子秤按混合比例称量,保证配比准确。油漆混合后,用干净的铝条或铁棒搅拌至完全均匀。施工时注意不要将其它种类的油漆、溶剂等混入,注意保持喷涂环境的清洁.混合后2H内用完,环境温度大于30℃后,混合后可使用时间要缩短。

潍坊6005铝棒,聊城乐王铝棒,*6005铝棒由聊城市乐王新型建材有限公司提供。潍坊6005铝棒,聊城乐王铝棒,*6005铝棒是聊城市乐王新型建材有限公司(www.lclwlc.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:张经理。