两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床
面议
中国
来电请说明在第一枪看到,谢谢!
清理数控冲床油迹和污迹。
数控车床对普通螺纹的加工
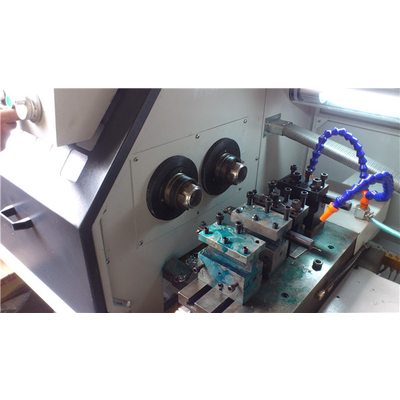
两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床由无锡振国机械有限公司提供。两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。
确认机床C轴在零位,X,Y轴回到上料位置
检查机床所配置的冲模具情况,及时对模具进行清理、修磨、上油,确保模具处于工作状态
定期检查链条、同步带的张紧度,两端数控车床,必要时进行调整。
定期检查上下转盘的同步情况,必要时进行调整。
定期清洁导轨、丝杠等运动部件,并保持良好的润滑状态。
定期清除电器柜内元器件上的灰尘,保持电器柜内干燥、无尘。
定期清除散热风扇灰尘,供应两端数控车床,清洗滤网。
定期检查液压站的工作情况,回油压力指针到黄区时候要立即进行清洗,更换油过滤网,到红区时要更换液压油。
清理机床现场,保持工作现场的整洁。
关闭油泵,关断机床总电源。
通信电缆必须在机床、计算机断电情况下才可以进行拔插。
放下机床护罩,关好活动工作台,收好工具。

数控车床对普通螺纹的加工
1、螺纹加工前工件直径
考虑螺纹加工牙型的膨胀量,螺纹加工前工件直径D/d-0.1P,两端数控车床厂家,即螺纹大径减0.1螺距,一般根据材料变形能力小取比螺纹大径小0.1到0.5。
2、螺纹加工进刀量
螺纹加进刀量可以参考螺纹底径,两端数控车床零售价,即螺纹刀****终进刀位置。
螺纹小径为:大径-2倍牙高;牙高=0.54P(P为螺距)。
螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工作材料进行选择。
对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量测量螺纹中径,用齿厚游标卡尺测量梯形螺纹中径牙厚和蜗杆节径齿厚,采用量针根据三针测量法测量螺纹中径。

两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床由无锡振国机械有限公司提供。两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。

以上内容为两端数控车床厂家_无锡振国机械(在线咨询)_两端数控车床,本产品由无锡振国机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





