*机床制造、*机床、无锡振国机械
面议
中国
来电请说明在第一枪看到,谢谢!
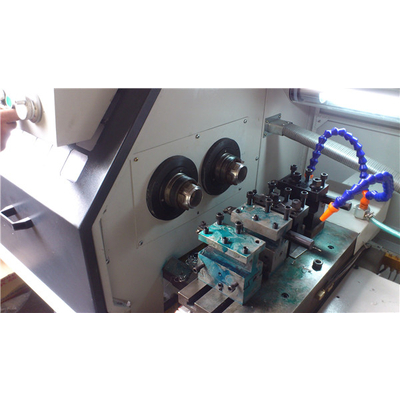
数控车床生产厂家
*机床制造、*机床、无锡振国机械由无锡振国机械有限公司提供。*机床制造、*机床、无锡振国机械是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。
一. 合理选择切削用量:对于高的效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。
****适合的加工条件的选定是在这些因素的基础上选定的。有规则的、稳定的磨损达到寿命才是理想的条件。
然而,*机床出售,数控车床生产厂家在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表面质量、切削噪声、加工热量等有关。在确定加工条件时,需要根据实际情况进行研究。对于不锈钢和耐热合金等难加工材料来说,*机床制造,可以采用冷却剂或选用刚性好的刀刃。
二. 加工路线与加工余量的联系:目前,在数控车床还未达到普及使用的条件下,一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。

经济型数控车床是用数字化的信息来实现自动控制的。经济型数控车床在程序运行结束,刀具返回原点时越位,这种现象一般是由机械传动系统运行阻力太大引起的。切削进给时,刀架低速运行,*机床供应商,低电压驱动,步进电机运转转矩小,*机床,不足以克服阻力造成丢步。而回零时步进电机高压驱动,运行速度高,力矩大,又没有吃力阻力,步进电机运转正常不丢步。这样去时丢步而返回时正常就会造成上述现象。这时可检查步进电机减速箱内传动齿轮或步进电机与丝杠之间传动齿轮上有无铁屑*,或溜板镶条是否太紧使运行阻力*等原因。

*机床制造、*机床、无锡振国机械由无锡振国机械有限公司提供。*机床制造、*机床、无锡振国机械是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。

以上内容为*机床制造、*机床、无锡振国机械,本产品由无锡振国机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报





