两端数控车床多少钱_无锡振国机械(在线咨询)_两端数控车床
面议
中国
来电请说明在第一枪看到,谢谢!
用尾座的刻度盘操控偏移量。先松开尾座锁紧螺母,然后用内六角扳手转变两边的调理螺钉l、2,使螺钉l撤退,螺钉2推动,按wei章刻度使尾座上层内移一个间隔S。然后旋紧调理螺钉和尾座的锁紧螺母。车床这种办法操作简洁,圆锥角精度需求不高时均可选用。
用中滑板刻度或百分表操控偏移量。用两夹持工件后,在刀架上夹一铜块,使铜块前端与工件头部外圆悄悄触摸,记下中滑板的刻度数后撤退,从头向前摇摆到尾座偏移量S的刻度数时中止。然后偏移尾座上部,两端数控车床,直到工件外外表与铜块悄悄触摸停止。

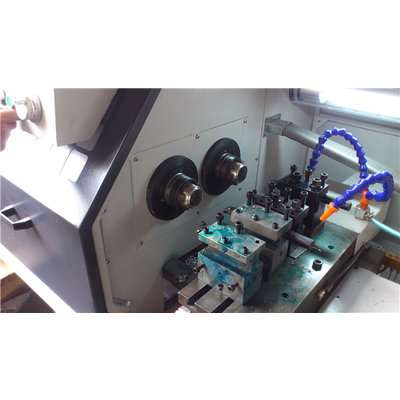
回转刀架是一种****简单的自动换刀装置,常用于数控车床。可以设计成四方刀架、六角刀架或圆盘式轴向装刀刀架等多种形式。回转刀架上分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀。
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削*力。由于车削加工精度在很大程度上取决于刀尖位置,供应两端数控车床,对于数控车床来说,两端数控车床零售价,加工过程中刀具位置不进行人工调整,因此更有必要选择可靠的*方案和合理的*结构,以保证回转刀架在每次转位之后,具有尽可能高的重复*精度(一般为0.001~0.005mm)。一般情况下,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架压紧等。

两端数控车床多少钱_无锡振国机械(在线咨询)_两端数控车床由无锡振国机械有限公司提供。两端数控车床多少钱_无锡振国机械(在线咨询)_两端数控车床是无锡振国机械有限公司(www.wxzgjixie*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:陈经理。

以上内容为两端数控车床多少钱_无锡振国机械(在线咨询)_两端数控车床,本产品由无锡振国机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报




