隧道灯铝材、铝材、徐州荣新金属材料(查看)
用砂纸抛光铝材模具模孔应注意以下几点:
(1)用砂纸抛光需要利用软的木棒或竹棒。在抛光圆面或球面时,使用软木棒可更好的配合圆面和球面的弧度。而较硬的木条像樱桃木,则更适用于平整表面的抛光。修整木条的末端使其能与钢件表面形状保持吻合,这样可以避免木条(或竹条)的锐角接触钢件表面而造成较深的划痕。
(2)当换用不同型号的砂纸时,抛光方向应变换45°~ 90°,这样*种型号砂纸抛光后留下的条纹阴影即可分辨出来。在换不同型号砂纸之前,必须用100%纯棉花沾取酒精之类的清洁液对抛光表面进行仔细的擦拭,因为一颗很小的沙砾留在表面都会毁坏接下去的整个抛光工作。从砂纸抛光换成钻石研磨膏抛光时,这个清洁过程同样重要。在抛光继续进行之前,所有颗粒和煤油都必须被完全清洁干净。
(3)为了避免擦伤和烧1伤工件表面,在用#1200和#1500砂纸进行抛光时必须特别小心。因而有必要加载一个轻载荷以及采用两步抛光法对表面进行抛光。用每一种型号的砂纸进行抛光时都应沿两个不同方向进行两次抛光,两个方向之间每次转动45°~ 90°。

智能制造标准化工作机制。针对智能制造标准跨行业、跨****、跨领域的特点,加强顶层设计,建立智能制造标准化协调推进工作机制。在智能产品、装备、制造技术等方面,建立产学研用协同*的标准推进联盟,制定满足市场需要的标准,加快智能制造科技成果转化。
加快智能制造标准体系建设。研究分析智能制造标准化需求和*领域,座椅铝型材,系统梳理现有相关标准,构建****、开放、协调、国际接轨的智能制造标准体系。按照共性先立、急用*的原则,铝材,*研制智能制造关键术语和定义、智能装备/产品、工业互联网/物联网、智能工厂/数字化车间、工业软件、工业云和大数据等基础通用和关键核心技术标准,规范、*智能制造产业健康有序发展。
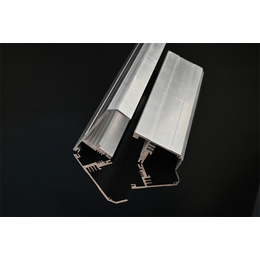
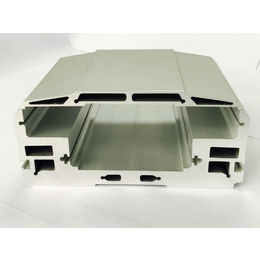
徐州荣新金属材料是中国尤其是苏北地区为数不多的以****1系,3系.5系,6系,7系工业铝型材为主的铝型材生产厂家,以配套终端客户为主要销售渠道。
工业铝型材在模具制造方面要特别注意以下几点:
1. 对于不影响工程数的情况下冲孔尽量排在后面工程冲孔,甚至对于冲孔数量较多的产品可考虑多做一个工程也要将冲孔排在后面冲。
2. 铝料较软且模具较容易堵料,故在设计模具放间隙时宜放双边料厚10%的间隙,刀口直深位以2MM较为合适,锥度以0.8-1°为合适。
3. 折弯成型时,因铝料在折弯时容易产生铝屑,隧道灯铝材,会造成点伤﹑压痕,链接件铝材,铝原材需贴PE膜,在滚轮及电镀的情况下,成型块以抛光镀硬铬为佳。
4. 对于需阳****后加工的冲压件,如有压平﹑推平工序180°,产品不可完全压合,完全压合会产生吐酸现象,需留0.2—0.3MM的缝,以便酸液顺利及时流出,故在此工序上必须做限位块并标定模高于模具上。
5. 因铝料较脆,容易开裂,特别是在反折边的情况下,故尽量不要做压线,即使要做,也要将压线做宽一点,打浅一点。
6. 所有铝件刀口都要求用慢走丝线割,以防毛刺及落料不顺现象,上海工业铝型材铝件容易产生高温,故冲子硬度要求60°以上,至少用SKD11材质以上,不可有D2等差质冲子。
铝料较软,故在冲压生产时****易产生顶伤﹑压伤﹑刮伤﹑变形,除了在模具上要做到要求时,在冲压生产时还要做

隧道灯铝材、铝材、徐州荣新金属材料(查看)由徐州荣新金属材料有限公司提供。徐州荣新金属材料有限公司(www.xzrxjscl*)坚持“以人为本”的企业理念,拥有一支****的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。徐州荣新金属材料——您可信赖的朋友,公司地址:徐州泉山区s227西固城工业区,联系人:王海新。