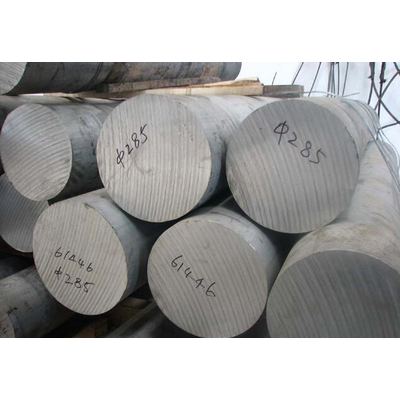
吕梁6061铝棒_6061铝棒价格_乐王铝业(****商家)
40吨铝棒均热炉操作说明
温度控制系统操作说明
均热炉加热采用烧嘴加热,共12个烧嘴,分3区控制,每区有一块智能仪表控制温度,由上位机实时记录三区的温度曲线。
1、PLC柜和传动柜操作说明
首先合上PLC柜里的控制电源断路器,传动柜里的控制电源断路器(在传动柜的背面),三个循环风机变频器的断路器(在传动柜正面)、加热排烟风机断路器、助燃风机断路器,冷却排烟断路器,冷却吹风机断路器(8个),加热炉门断路器和冷却炉门断路器。按下PLC柜上的控制回路送电按钮,控制电源开指示灯亮,按下传动柜上的控制回路送电按钮,控制电源开指示灯亮。调节三个区的控温仪表SR93,使之满足加热工艺要求。
点火时控温仪表必须是小输出状态,点火前控温表的设定值须是0度。


点火成功后控温仪表才可以开大输出,点火后控温表的设定值可以按照工艺设置。
在点火加热前请检查加热炉的冷却水和压缩空气供给情况。
如一切正常,依次按下三个循环风机启动按钮,加热排烟风机启动按钮、助燃风机启动按钮、燃气总管电磁阀1和阀2自动打开,吕梁6061铝棒,此时可到烧嘴操作箱上进行烧嘴的点火操作。依次按下1-12#烧嘴点火按钮,大约5秒左右,如果对应烧嘴的熄火指示灯亮,可进行远程复位一次,若多次复位仍点不着火,不要再复位,请到炉上检查原因。如果12个烧嘴都点火成功,此时均热炉就可以进行加热了。
三区风机都具有两档速度,即低速和高速。风机刚开始启动时是低速启动,由变频器控制速度的切换,当炉温达到控温仪表设定的下限时(暂定为300度),控温仪表发出信号给可编程序控制器,可编程序控制器控制风机高速运行。
当温度低于300度时,或炉门开启时,6061铝棒产地,风机自动由高速切换为低速运行。
熔铸包括熔化、提纯、除杂、除气、除渣与铸造过程。主要过程为:(1)配料:根据需要生产的具体合*号,计算出各种合金成分的添加量,6061合金铝棒,合理搭配各种原材料。(2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。

铝材生产时铝棒需注意事项
所谓热喷涂技术,就是为了****基体材料的性质,利用某种热源把喷涂材料熔融,并喷向基体材料的表面而形成各种涂层的一种技术。
随着现代化工业的发展,各个工业部门越来越多的要求机械设备能在高参数(如高温、高压、高速、高度自动化)和恶劣的工况条件下(如严重的磨损和腐蚀等)长期稳定运转,因此,就需要****材料表面的耐腐蚀性;*性及耐热性等性能。用合金材料制造整体设备及零件以达到表面防护和表面强化的目的,显然是很不经济的,有时甚至是不可能的,所以,研究和发展材料的表面处理技术就具有重大的技术经济意义。热喷涂技术作为一种新的表面防护和表面强化工艺,在近十多年的时间里得到了高速发展,热喷涂技术由早期制备一般的防护性涂层发展到制备各种功能性涂层,由产品的维修发展到大批量的产品制造,由单一涂层发展到包括产品失效分析、表面预处理、喷涂材料和设备的选择、涂层系统设计和涂层后加上在内的热喷涂系统工程:而且这种转变是由使用条件****苛刻和要求****严格的宇航工业开始,然后迅速向民用工业部门扩展开来。
吕梁6061铝棒_6061铝棒价格_乐王铝业(****商家)由聊城市乐王新型建材有限公司提供。吕梁6061铝棒_6061铝棒价格_乐王铝业(****商家)是聊城市乐王新型建材有限公司(www.lclwlc.cn)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:张经理。