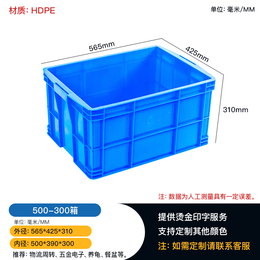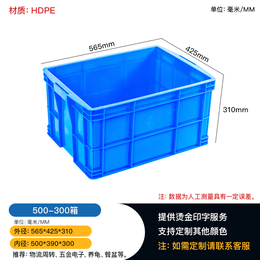
周转箱 报价、深圳乔丰塑胶(在线咨询)、揭阳周转箱
通过气辅成型塑料周转箱的优点
1. 消除凹陷痕迹。传统注塑产品会在厚部区域如筋部背后,形成凹陷痕迹,这是由於物料产生收缩不均的结果。而GIM可借由中空气体管道施压,促使产品收缩时由内部向外进行,揭阳周转箱,则固化後在外观上不会有此痕迹。
2. 降低锁模力。传统注塑时高保压压力需要高锁模力,以****塑料溢出,但GIM所需保压压力不高,可降低锁模力需求达25%~60%。
3. 减少残余应力、降低翘曲问题。传统注塑成型,需要足够的高压以推动塑料由主流道至****外围区域;此高压会造成高流动剪应力,残存应力则会造成产品变形。GIM中形成中空气体流通管理则能有效传递压力,周转箱 方盘,降低内应力,以便减少成品发生翘曲的问题。
4. 缩短生产周期时间。传统注塑由於产品筋位厚、柱位多,很多时候都需要一定的注射、保压来保证产品定形。气辅成形的塑料周转箱产品,产品外表看似很厚胶位,但由於内部中空,因此冷却时间比传统实心产品短,总的周期时间因保压及冷却时间减少而缩短。
5. 延长模具寿命。传统注塑工艺在打产品时,往往用很高的注射速度及压力,使浇口(水口)周围容易产生“披峰”,模具经常需要维修;使用气辅後,注塑压力、注射保压及锁模压力同时降低,模具所承受的压力亦相应降低,模具维修次数大大减少。
6. 减少流道长度。气体流通管道之较大厚度设计,可引导帮助塑料流通,不需要特别的外在流道设计,进而减少模具加工成本,及控制熔接线位置等。
7. 节省材料。由气体辅助注塑所生产的塑料周转箱产品比传统注塑节省材料可达35%,节省多少视产品的形状而定。除内部中空节省料外,产品的浇口(水口)材料和数量亦大量减少。



造成塑料周转箱颜色不均的主要原因有以下几种:
1、对结晶型塑料,尽量使制件各部分的冷却速度一致,对于壁厚差异大的制件,可用着色剂来掩蔽色差,对于壁厚较均匀的制件要固定好料温和模温。
2、制件的造型和浇口形式,位置对塑料充填情况有影响,使制件的某些局部产生色差,必要时要进行修改。
3、着色剂扩散不良,这种情况往往使浇口附近出现花纹。
4、塑料或着色剂热稳定性差,要稳定塑料周转箱的色调,一定要严格固定生产条件,特别是料温、料量和生产周期。



保证折叠周转箱长久*的几个小技巧
折叠周转箱是塑料周转箱中的重要一类,它除了具有耐酸耐碱、耐油污,无味,可用于盛放食品等,周转箱 报价,清洁方便等优点以外,还能在空箱时折叠存放,节省存储空间及物流仓储费用。
当然,折叠周转箱的价格较普通周转箱要贵一些,因此我们使用起来应更加小心一些,下面我们便来介绍几个保证折叠周转箱长久*的小技巧。
1、使用折叠周转箱搬运货物时,要考虑货物的尺寸能不能满足折叠周转箱的使用,避免尺寸不合而撑坏箱子。
2、放置货物时,要平均放置,这样可避免在升降搬运时出现侧歪的情况。
3、如果是堆垛使用折叠周转箱,要掂量****下面箱子的承重能力如何,看有无损坏的情况,若有的话,周转箱 规格,要及时减轻重量。
4、使用折叠周转箱时,一定要注意轻拿轻放,不要让折叠周转箱出现受力不均匀的情况,否则很容易损坏箱子。



周转箱 报价、深圳乔丰塑胶(在线咨询)、揭阳周转箱由深圳市宝安区松岗乔丰塑胶经营部提供。深圳市宝安区松岗乔丰塑胶经营部(www.szqfsj*)****的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!