山东垃圾防渗膜_6米垃圾防渗膜_泰盈工程材料

随着工业的****生存和存在,垃圾防渗膜价格,废*学废物,垃圾填埋的渗漏风险的净化小,土壤,地下水净化,对*造成重大伤害以及*的形成.采用1.5 mm厚HDPE高密度聚乙烯土工膜来解决我国垃圾填埋场已成为一种成熟的应用技术,越来越多的采用HDPE土工膜来解决环境保护型垃圾填埋场已在世界范围内被广泛应用.垃圾填埋场是一种常见的堆填区.普通填埋场不透水的土工膜不透水膜一般可接受1.5mm填埋场厚度6米.
1 .工作在焊接前,先停止焊接试验,根据气象参数,选择合适的焊接.焊接设备应使用一个大面积的业余焊接,热熔焊机采用T型和十字形的双主动蠕变焊接;*,应采用热熔体挤压焊机.
2.用梯子或脚手架进行陡坡焊接.焊接技术人员以安全的速度.
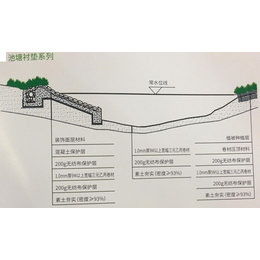
3.锚坑开挖:锚固沟槽尺寸为U * 100cm * 100cm 100cm型槽,西藏垃圾防渗膜,回填或停止锚固混凝土;陡坡开挖平台挖掘锚固沟止锚固;锚杆和锚杆可用止封.
4.,铺设、清理、平整、平整、达到土壤要求密度、挖盲沟、排布排水管等需要.更具体的下解决方案可根据计划要求解决
5.土工织物的铺设完成后,6米垃圾防渗膜,可以保持衬管铺设HDPE土工膜.准备沙袋和其他重物,HDPE防渗膜压紧,不要让风吹.当铺设时,应尽可能缩小焊缝的范围,根据土地大小的做法,****适宜的铺设方案选择.






本项目两布一膜复合土工膜焊接流程: 4)焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,8米垃圾防渗膜,调整两幅膜焊接边缘走向,使之搭接10cm。
5)焊接前用电吹风吹去膜面上的砂子、泥土等脏物,保证膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,保证焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~300 0C。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。 4、复合土工膜的锚固 复合土工膜上部锚固采用在堤顶处嵌固足够长度复合土工膜,砼封顶板形式,其结构形式见大样图A。

山东垃圾防渗膜_6米垃圾防渗膜_泰盈工程材料由泰安泰盈工程材料有限公司提供。行路致远,砥砺前行。泰安泰盈工程材料有限公司(www.tgcl*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为塑料建材较具影响力的企业,与您一起飞跃,共同成功!