数控离子切割机生产商_孝感数控离子切割机_中天联兴
面议
中国
来电请说明在第一枪看到,谢谢!
对于那些采用传统方式难以切割的材料,可通过数控等离子切割机完成。此外,在切割速度上,数控离子切割机生产商,在切割小厚度普通碳素钢薄板时,数控等离子切割速度快于传统氧切割速度的数倍,同时,切割面保持光洁,热变形情况较好。数控等离子切割机切割件质量对于产品质量有着十分关键的影响,数控离子切割机生产厂家,科学合理的优化切割路径具有重要价值。
切割件热变形的原因分析在进行等离子切割机操作的过程中,孝感数控离子切割机,出现时热变形的情况的概率较小,然而,在金属板材轧制和冷却中难以避免产生残余内应力。这是因为,在切割过程中,由于受到局部高温热源因素的影响,数控离子切割机公司,金属板材会沿着切割的方向发生膨胀,膨胀后的金属板材周围的母板便会受到一定的限制,导致金属板材在切口边缘的位置上发生较大的应力作用。

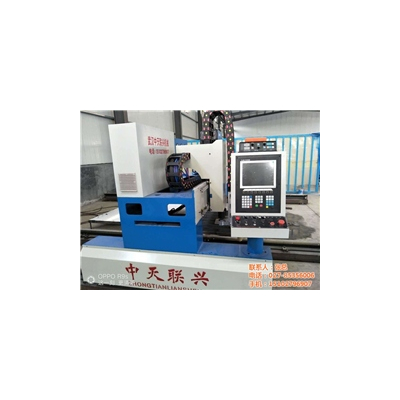
数控等离子切割机
表面粗糙度:
它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙l法切割后的表面粗糙度:1级Ra≤30amp;micro;m,2级Ra≤50amp;micro;m,1级Ra≤100amp;micro;m。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50amp;micro;m)

数控离子切割机生产商_孝感数控离子切割机_中天联兴由武汉中天联兴机械设备有限公司提供。武汉中天联兴机械设备有限公司(www.zhongtiancnc*)为客户提供“数控等离子切割机,数控火焰切割机”等业务,公司拥有“数控等离子切割机,数控火焰切割机”等品牌。专注于机械及工业制品项目合作等行业,在湖北 武汉 有较高*度。欢迎来电垂询,联系人:张总。

以上内容为数控离子切割机生产商_孝感数控离子切割机_中天联兴,本产品由武汉中天联兴机械设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报