


厂家*竹方碳化竹方厚土竹业品质保证
 竹方
竹方
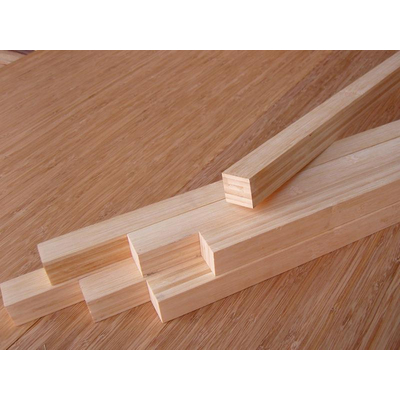
竹方料选用楠竹,经过精铣、防虫、防霉处理、热压胶合而成。楠竹王在生产加工过程中反复改进竹片的组合工艺,确保不会出现脱胶、散裂及缝隙。深受客户好评,应用于各类手柄、工艺品、运动器材以及各类家居日用品等领域的生产。
竹方料一般可以按照客户的要求。
可在以下尺寸内订做竹材:
长度≤2550mm、宽度≤1250mm、厚度≤450mm。
我们对竹材防霉、防腐、防蛀的综合措施主要是:
(1)保持环境的清洁:加工和贮藏环境及附近区域应避免竹材霉变垃圾存在,产生的竹材垃圾应及时处理,以减少空气传播霉菌的机会。
(2)贮藏条件:竹材成品与半成品都应当存放在通风乾燥处。有条件的应配备通风和去湿设备,使室内相对湿度低于75%。竹材成品和半成品均应架空离地500mm堆放,以利通风乾燥。新伐竹材可竖立架于室外,减少与地面的接触,****通风效果。
(3)煮浴:对于体积较小的竹材及竹制品,可进行70℃以上温度的煮浴处理。煮浴可以有效地减少竹材内滋生霉菌的可溶性养分,并且能*潜在的霉菌和虫卵。
(4)*白:煮浴会影响竹材颜色。*白处理也有*潜伏霉菌的作用。可用10%的*进行*白处理,效果良好。
(5)干燥:竹材含水率对*霉性具有重要意义,故竹制品在经过煮浴、*白或热浸等工序之后应立即乾燥处理,以防空气中的霉菌于孢子在湿润的竹材表面繁殖。
(6)防腐剂及油漆的使用:应根据竹制品的种类及用途选用。经过乾燥处理后的竹制品应及时油漆,以防竹材吸湿转潮,竹材表面涂饰不仅美观,而且具有阻止霉变和虫蛀的作用。常用的竹材防霉防腐剂具有一定的毒性或刺激性气味,油漆能隔离竹材的防腐剂。
三、竹集成材防脱胶、变形技术措施
竹片条含水率、胶料粘度、定型压模精度、加压方式、加工工艺等对竹构件,特别是对弯曲构件的胶合品质都有重要影响。
1、竹片条含水率和胶料粘度
竹片条含水率是影响板件变形和胶合弯曲品质的重要因素之一,含水率过低,胶合不牢、弯曲应力大、板坯发脆,易出废品;含水率过高,弯曲后因水分蒸发产生较大内应力而引起变形。用低毒服醒树脂胶时,竹片条含水率以6%~8%为宜。竹片条应表面光洁,粗糙度小,这样用胶量小,竹片条间在压合时能充分贴合,胶合强度高。竹片条厚度在15mm以上时偏差不超过土0.1mm,同时应选用固体含量高、水分少的胶粘剂。
控制竹片条含水率和消除内应力的工艺是将竹片条送至浸煮池裏进行防霉、防蛙处理,然后有序地堆放在托架上,送入炭化窑在0.4MPa-0.5MPa,130℃-160℃的条件,进行碳化处理3小时-4小时。使竹片的含水率达到要求。然后再进行选片、配色、涂胶、组坯;竹片条经涂胶组坯后送入热压机胶合成为板坯,板坯需经达96小时的恒温定性处理,充分消除内应力后才可进行竹产品的后续加工。技术指标为:含水率6%-8%,气干密度:0.76g/cm3;静曲强度:厚度≤15mm时,≥98MPa;厚度>15mm时,≥90MPa;胶合强度:≥9MPa。 








