音箱聚脲漆 上海创遂户外音箱防水**聚脲 喷涂聚脲
创遂音箱喷涂聚脲
我们的*聚氨酯/聚脲音箱漆可以实现有气喷涂施工,也可以单组份高压无气喷涂,也可以使用双组份聚脲喷涂机喷涂施工。
聚脲涂料,有瞬间固化,立面喷厚膜不流淌、无溶剂的特点,用于音箱市场,可大大****生产效率,减少环境污染。即使是近年有经济危机的情况下,聚脲涂料在音箱市场的市场占有率仍然在逐年提升。
音箱市场对耐划伤性、耐紫外线等的性能要求,不同于一般工业市场,用户应该选择有自己的工厂的厂家并且具有研发实力的工厂,为您提供聚脲产品。
一. *喷涂机喷涂型音箱聚脲
外观见图片,需要用*双组份聚脲喷涂机施工,本品是精选****原材料,甄选****配方,采用****生产装置生产而成,具有以下特点:
附着力高,耐划伤,*。
防晒、防风吹、雨淋,耐老化,不粉化,不变色,耐紫外线。
粘度低,不结晶,操作方便,不堵枪,国产喷涂设备可以使用。
瞬间固化,立面,复杂面喷涂不流挂。
无溶剂污染,绿色环保。
在长三角和珠三角,可提供当地化喷涂加工服务。

创遂****设备喷涂型音箱聚脲的产品类型:
创遂音箱聚脲分为三种产品:
传统型,具有粗狂式质感颗粒,因为流平性不佳,平米耗漆量较高。
精细型,具有细腻的质感颗粒,有流平性,平米耗漆量比传统型节省。
现代型,具有相对粗狂的质感,又有流平性,平米耗漆量更为节省。
非常容易理解:相同的一只音箱,聚脲的外观颗粒越大,意味着聚脲的流平性就越差,在达到相同的防水效果的前提下,聚脲用量就越多,成本就越高。
颗粒越大,意味着平均厚度要越高,才能实现盖底,实现防水性能。
作为音箱厂家,在选择产品的时候,应该充分考虑防水性能、颗粒质感与成本之间的平衡。
二、空压机+喷壶施工的音箱聚脲
如果你不想****喷涂设备,您可以选择创遂®手工音箱聚脲。本品用空压机+喷壶即可喷涂。适合批量较小*要求的音箱厂家。
本品的附着力、*性、耐划伤性、耐紫外光性能等综合性能,优于*设备喷涂型聚脲,因此非常适合不想*****聚脲喷涂机,而又希望生产****音箱制品的厂家采用。
下图是普通喷枪喷出的这种颗粒外观,可以根据用户喜好自己调节。
音箱厂家可以使用本品摸索出自己*的质感,并形成****风格,具备不可简单模仿性。
创遂®手工音箱聚脲,还常作为创遂®****喷涂型音箱聚脲的修补料,用以修补在运输途中的磕碰的损伤,而不需要派出昂贵的喷涂设备。

1. 配套底漆
木材属于多孔材料,表面如果不涂底漆,直接喷涂聚脲的话,湿气会影响成膜。因此,创遂研发有配套的快干型底漆,用以封闭湿气,增进附着力。
2. 配套层间搭接剂
聚脲涂层,属于快速固化涂层。如果超过2小时之后,喷涂下一层的时候,一般需要涂刷一层搭接剂,用来****层间粘接不牢的问题。尤其是在发现厚度不够,补喷的时候,油漆要注意采用层间搭接剂。
3. 哑光透明面漆
有时客户需要哑光效果,创遂配套有哑光面漆,配套在聚脲表面。
音箱聚脲喷涂时,如何控制质量,以及如何验收?
户外用木质音箱采用聚脲来做防水,不是什么新鲜事。近年来,在国内例如广东等地,大量开始采用起来。但是,似乎许多人并不了解聚脲的加工与验收方面的注意事项,本文希望引起喷涂加工单位的注意。
音箱聚脲喷涂的环境条件
无论是否是在音箱的木材表面,还是在其他的基材,比如钢或混凝土。聚脲及其配套底漆,对环境条件的要求,和普通油漆并没有大的区别。
一般来说,下述的环境条件,应该同时满足,才有可能获得质量稳定的聚脲涂层。
a. 环境温度,5-40℃是建议的温度区间。比较适宜的温度区间:15-35℃。过高与过低都会带来施工方面的问题。一般用温度计测量。
温度过高的时候,由于聚脲喷涂出来是热的,在已经很热的基面上加工,会带来局部温度过高,有的配方会出现发泡等问题。
温度过低的时候,聚脲喷涂出来冷却的时候,温差过大,有时候比较大的制品,会出现聚脲自身开裂。
b. 环境湿度,85%以下。这一般用湿度计来测量。一般雨天不建议进行加工。
湿度过大时,空气当中的水会参与到聚脲成膜反应里面来,会与聚脲的B组分,抢夺与聚脲A组分反应的机会,常常就会有聚脲喷涂好了,但整体表面不干爽,用力按聚脲表面的话,时常会发粘。这就是A组分过多的被水分消耗了,让没有抢到A组分的B组分在膜表面过量,从而发粘。另外一个方面是:这会使得本来有韧性的配方,在大量湿气参与反应之后,让涂层失去韧性发脆,是另外一种影响表观。
个别配方即使调的可以不让水分参与成膜反应,过多的水分,也会在聚脲喷涂时,裹入聚脲膜层里面,造成聚脲膜层里面有大量的气孔。
c. ****问题。这个问题常被人忽略,某种意义上来说,聚脲对****的要求,比普通油漆更严格。****,顾名思义,就是基材表面结露水的温度。我们要求基材在喷涂聚脲时,表面不能有露水。由于基面温度和****,也都是在变化当中的,因此,规范上的要求不是基面温度要高于****温度,而是要高于****3℃。
这个技术指标,一般采用干湿度仪(或者****测试仪)来测量。一般仪器在不符合这个加工环境条件的时候,会自动出现报警。
如果基面上有一层露水,进行聚脲喷涂,除非你用障眼法(例如本文引用的这样照片),不完全盖底,否则问题一定会显现出来。比如出现*,鼓包等。这些都会影响长效性。
音箱聚脲喷涂加工质量的验收
对客户来说,上述文字,其实掌握起来是比较费劲的,但你仍然需要有个办法来确认你付款加工的这批音箱的质量。
看外观的颗粒大小,用剪刀刮,或用锤子砸,这些都是肤浅的,表观的,或者说充满障眼法的。这都不是质量问题的实质和根本。
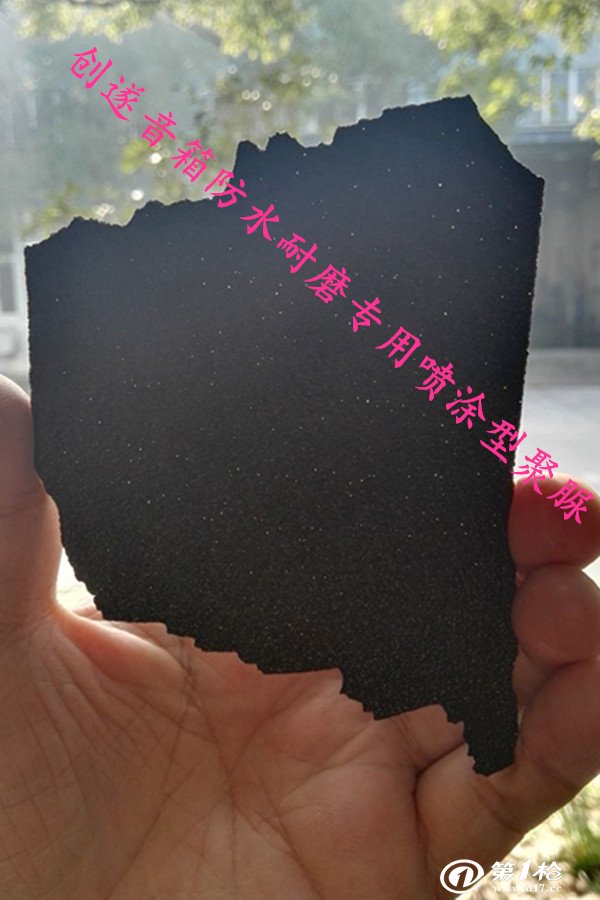
这里分享一个简单的验收方法:是从加工好的音箱表面把聚脲涂层揭下一块来,对着光,用眼观察,如下图,你自己就可以知道*。
我们说过音箱采用聚脲,是为了防水,长效防水的前提一定是不能有漏点。这是常识。
聚脲喷涂完成后的音箱产品,如果这样的,就一定不是合格的产品。雨水打湿之后的后果是难以想象的,你懂的!
这当然也是你选择音箱用聚脲产品的重要判断依据。
创遂聚脲,****聚脲代名词。
只有你成功,我们才能!