涂装设备|无尘涂装设备|天坤涂装设备(多图)
工程机械的涂装是工程机械产品制造工艺中的一个重要环节。近年来,随着国际竞争的日益加剧,工程机械行业在追求产品内在质量的同时也开始追求产品的外观质量。为了进一步****工程机械产品的外观涂装质量,延长其使用寿命,各企业对工程机械涂装防腐性能提出了更高的要求。因此,做好工程机械产品的防腐、防锈和涂装,探索工程机械涂装技术发展的方向,****“三防性”是每个制造商和用户****为关注的焦点。
1、涂装技术在工程机械行业的应用现状目前,我国工程机械企业的涂装技术发展参差不齐,涂装工艺、涂装材料、涂装设备还相对比较落后,大部分企业仍然停留在传统涂装技术的应用上。下面简要介绍目前涂装技术在工程机械行业的应用现状。
1.1、涂装工艺的设计
1.1.1涂装要求
⑴膜厚。工程机械产品普遍要求涂膜要有一定的厚度,需要实施多次喷涂。
⑵硬度。工程机械类产品的涂膜****重要的一点就是要求其必须具有较高的硬度,能防磕碰、*磨擦。一般烤漆比自干漆硬度高,所以设计中尽可能采用烘烤工艺。
⑶附着力。涂膜附着力是衡量机械强度的重要指标,附着力好坏的关键是前处理,而****为可靠的前处理工艺就是抛丸处理。因此,工程机械产品的结构件一般都采用抛丸处理方法。
⑷耐候性。工程机械一般工作在户外环境,需要采用耐候性好的涂装材料。
⑸光泽。涂膜光泽的好坏依赖于喷涂设备雾化的精细程度,雾化越精细,光泽就越好,应尽可能采用雾化较好的无气喷涂。
1.1.2涂装工艺工程机械涂装的特点是品种杂、规格多、体积大,不同零部件的生产特点和使用环境不同,其涂装工艺各有特点。20世纪90年代以前工程机械产品生产规模较小,不能形成批量生产,其典型工艺流程如下:结构件:抛丸(或喷丸)→清理→喷底漆→干燥→刮腻子→干燥→装配整机:清洗→干燥→刮腻子→干燥→打磨→面涂1→干燥→面涂→干燥→成品工程机械涂装发展到现在,工艺流程有比较大的变化,其典型工艺流程如下:结构件:抛丸→清理→喷底漆→干燥→刮腻子→打磨→中涂→干燥→面涂→干燥→装配整机:清洗→干燥→补腻子精饰及底部喷涂→干燥→成品
1.2涂装材料工程机械涂装用材料普遍采用耐候性和*性好、可低温烘干的自干型涂料,品种主要有改性醇酸磁漆、*磁漆、聚氨酯工程磁漆等,而且要求面漆与底漆、腻子和中涂必须相互配套。为了****涂层的附着力和硬度,应尽可能采用低温烘干涂料。
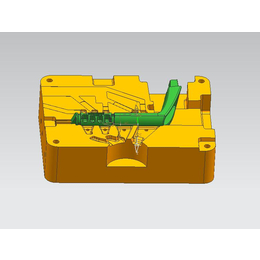
1.3涂装设备工程机械的结构件及整机涂装生产线主要由结构件抛丸清理室、整机清洗室、水分烘干室、打磨室、喷漆室、漆膜烘干室、精饰室和输送设备等组成。工艺布局与生产线的输送方式密切相关,目前国内结构件涂装普遍采用自行电动葫芦输送;整机涂装生产线主要有3种方式:双板链输送、转轨车输送和自行方式。各设备按流水线布置,各工序均在独自的室体内完成。


涂装设备在工业中的使用广泛程度
涂装设备在多种的工业中都有很广泛的使用。因为现在的工业对于生产产品的要求越来越多,集多种功能于一体的设备越来越成为受到大家欢迎的产品,所以经过了涂装设备厂家的涂层工艺,就能够使现在的设备具有更多的特性。 比如说金属工艺,金属的坚硬程度在很多的工序中都有很好的应用,但是因为廉价的金属,比如说钢铁,表面很容易锈蚀,镀锌的工艺难以实行而且造价昂贵,所以很多的时候为了减少成本,就会聘请****的涂装设备厂家进行涂装的进行。 在涂装公司的选择中,应该选择能够提供*服务的厂家,这类涂装设备厂家不仅仅能够提供设备,还能给予技术上的知道,帮助在涂层中能够保证涂层的均匀,以及涂层厚度得当,便于在实际生产中的有效应用。

粉末涂装的特点:
(1)粉末涂装一次便可得到厚度为100~300μm的涂层,而采用普通涂料需4~8次的施工,****施工效率,缩短生产周期。
(2)涂料中不含溶剂,无需稀释和调整粘度,****了劳动条件和减少了火灾的危险,有利于保护环境。
(3)****了涂层的附着力和致密性,金属粉末、陶瓷粉末等一起混合涂装,更能****涂层的各项机械物理性能,涂膜的防腐蚀性能****大的****。
(4)机械化程度高,并可回收利用过量的涂料,降低了涂料的消耗。(5)涂装设备复杂,****成本高,涂层的外观和流平性不及喷涂方法好,某些粉末涂装方法对工件的形状尺寸有要求。只能对粉末涂料适用,成本较高。
一、粉末涂装的施工方法已获得工业应用的粉末涂料的施工方法有:火焰喷涂法(融射法)、流化床法、静电粉末喷涂法、静电流化床法、静电粉末振荡法、粉末电泳涂装法等。
二、流化床粉末涂装工艺流化床工艺,由于工件是预热到粉末熔点以上而涂覆的,熔化的聚合物粘度降低,涂层的附着力大大改进,涂层的绝缘性和防腐性能大为****。难溶解的树脂如尼龙、聚乙烯、聚*等也可用此法施工。