湖北厚壁焊管_45#厚壁焊管_宏图金属
卷管做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求.钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏.允许用涡流探伤的方法代替水压试验.
卷管做机械性能试验和压扁试验,测定材料在一定环境条件下受力或能量作用时所表现出的特性的试验,又称材料力学性能试验。试验的内容主要是测量材料的强度、硬度、刚性、塑性和韧性等。材料机械性能的测定与机械产品的设计计算、材料选择、工艺评价和材质的检验等有密切的关系。测出的机械性能数据不仅取决于材料本身,还与试验的条件有关。
机械性能试验可分为静力试验和动力试验两大类。涡流探伤按GB/T7735-2004《卷管涡流探伤检验方法》标准执行.涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行*的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的.探伤后的焊管用飞锯按规定长度切断,经翻转架下线.钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂.


在资源紧俏、铁矿石价格和****暴涨的刺激下,上周国内钢材市场再现*拉升,部分地区部分品种的价格周涨幅甚至达400元之巨。虽然临近****时出现了一定的回调,但幅度并不大。*表示,目前各品种资源紧俏的现象仍将延续,再叠加一季度宏观经济企稳回升及成本*上移等因素,国内厚壁卷管价格高位回落的空间或将有限,不排除再度拉升的可能。
当前的厚壁卷管市场价格已经远高于中位成本线之上,钢厂利润达到近5年来的高水平,在需求相对稳定的情况下,中位成本是现阶段决定中国 厚壁卷管****的****主要因素,当前逐步拉大的利润正在引发钢厂的积****复产,这将形成巨大的市场压力,使上涨行*以持续。在这种行情下,追多或大量进货的操 作都应当谨慎,****突如其来的价格回落。


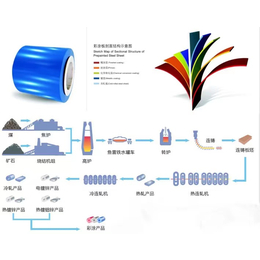
卷管厂告诉您常见的卷管工艺流程
1. 切割:
将钢板切割到需要的尺寸;
2. 倒角:
对钢板两边缘进行倒角,使其达到坡口形状;
3. 成型:
在成型机上首先将钢板的一般以过多次步进冲压,使之成型为'J'型,再将钢板的另一半同样弯曲;使之成型为'C'型,****后压制成为开口的'O'型;
4. 收口并预焊:
将成型后的开口卷管分步进行'O'型压制,使其形成较小的开口卷管,同时预焊;
5. 内焊:
采用纵列多丝埋弧焊对卷管内缝进行焊接;
6 外焊:
采用纵列多丝埋弧焊对卷管外缝进行焊接;
7. 精整:
对焊后卷管进行步压制,使之达到要求的圆度及直线度.
8 扩径:
对卷管全厂进行扩径、矫直、整圆.
9. 探伤:
对焊缝及其热影响区进行全焊缝超声探伤;
10. 回火:
对成品卷管进行回火,消除焊接应力