焊管设备,新飞翔焊管机械(****商家),扬州焊管设备厂
面议
中国
来电请说明在第一枪看到,谢谢!
新飞翔焊管机械有限公司,是一个充满活力与*的企业。多年以来,我们树立质量观念、坚持不断*,追求****品质。我们经受住市场的各种考验,赢得发展的良机,提升公司的竞争力和企业形象,发展成为客户可以信赖的焊管机械产品的生产企业。
焊管工艺流程:原材料开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——****终检查(严格把关)——包装——出货。

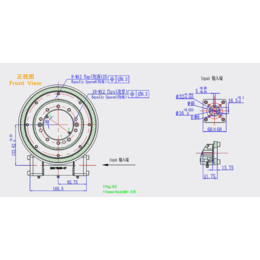
螺旋活套
螺旋活套(卧式活套)是确保焊管机组自动化生产不可缺少的重要设备,它起储料作用,保证机组不间断地工作。属于高频直缝焊管生产技术领域,本实用新型包括斜辊引料装置、夹送器传动装置、托料盘、主动辊集中驱动装置、压料器、收圈器、制动器、进料转向器、出料转向器和电器控制装置,由圆盘式支架构成的斜辊引料装置安装固定在活套*,其周围均布安装固定有8~12组托辊装置构成的托料盘,托辊装置由被动辊、过渡辊、主动辊和辊子支架组成,主动辊的传动是由集中驱动装置(电机、减速器、齿轮箱和传动轴)驱动,本实用新型具有结构简单合理、工作可靠、制造成本低和钢带圈不上跑、不散圈、收圈能力大、储料量大、生产*等优点。
如何塑造调整焊管设备
带材料是由成型机。应形成一个管具有良好的质量。焊管设备焊接成一个圆管,形成好或坏。
a形管的管空白有正确的圆管式;
b的大小管能满足的需求通过设计;
c管两个边平的,没有高低塔焊接;
d .管不是扭曲;没有大肠管两个波和膨胀现象;
f .调整开度角来实现所需的水平(2到6度)
g .管轧制压力没有伤害和严重的划痕和其他表面缺陷。

以上内容为焊管设备,新飞翔焊管机械(****商家),扬州焊管设备厂,本产品由扬州市新飞翔焊管机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报