抛光轮厂家|鑫丰研磨材料|南京抛光轮厂家
如何选择抛光轮的转速和粒度?无锡市鑫丰研磨材料制造有限公司为您介绍怎样选择抛光轮的转速和粒度。
抛光轮多为弹性轮,常用皮革、粗细毛毡、棉布、各种纤维制品及高强度纸等制成,且其刚性依次降低。磨料硬度与所用材料性质材料组合及缝制方法有关。对于硬度较高、形状简单、粗糙度大零件,应采用较硬磨轮;对于硬度低、形状复杂、金属切削量小零件,则应采用较软的抛光轮。抛光轮制作过程包括:缝片、烘干、粘胶、压实、干燥、心孔加工、切边修整、粘磨料、烘干。
抛光轮转速与磨光效果也有密切关系。抛光转速选择,要根据被磨基材种类零件形状等因素而定。金属材料越硬,要求粗糙度越低,转速应越大。一般来说,零件形状简单或钢铁零件粗糙时,应采用较大转速;相反,零件形状复杂或有色金属及其合金时,则要采用较小转速。但速度过大将缩短磨轮使用寿命,而过小磨削力又差,生产率低,因此,抛光轮转速应选择适当。*抛光轮(或带)直径****轮轴转数都可以****转速。

通常根据金属制品材质、材料表面原始状态加工后表面质量要求来选择磨料种类粒度。金属硬度越高,研磨时所采用磨料粒度尺寸应越大,金刚砂粒度应越小。电镀前处理研磨通常使用120#-280磨料,依次加大磨料号码,由粗到细分几道工序进行研磨。若基体材料表面原始状态很粗糙,则应先用比120#更粗磨料进行粗磨。另外,硬金属一般选用120#左右金刚砂;硬质金属一般选用180#左右金刚砂;软质金属一般选用240#左右金刚砂。磨光后零件表面粗糙度Ra值可达0.4um。
无锡市鑫丰研磨材料制造有限公司****从事抛光轮,尼龙抛光轮以及纤维抛光轮的生产和销售,欢迎来电咨询。
抛光液,以其优越的性能、可靠的品质,赢得了广大用户的信赖,使用户获得****合理的抛光工艺、****优的抛光质量和****佳的效率。产品广泛应用于汽车、摩托车、航 空、发动机、压缩机、内燃机、纺织机械、铝型材、锌铝铸件、非铁金属铸件、不锈钢精密铸件本产品能****磨削效率,减少磨具的磨损。对工件有保护及润滑作用,****工件表面光洁度和光亮度。

根据各种材质的工件滚抛需要,研制成不同的磨液,供用户自行选择 正确使用抛光轮转向朝自己,并全速运转。用抛光蜡靠在轮边沿几秒种,使蜡附着在轮子上(不要把蜡放在已经抛光好的物件上)。握紧工件轻靠轮面,并确保工件在轮中心轴水平面下方,否则轮子有可能将工件从手中甩出。正确的操作方法是,用工件轻轻碰一下轮面然后拿开工件。这****于磨去表面的锐角,避免产生斑点。必要时补加蜡,但不要过量。如过量将使工件产生许多深的斑点痕迹。如果不慎用蜡过多,用铁刷子等工具擦去,必要时重涂。不要用力将蜡压在轮表面上,要让轮自由旋转。当工件进入精抛(上光)工序时,不要有粗糙颗粒残留在轮子中,否则将产生划痕。抛光完成时,用沾有滑石粉的软布擦拭工件表面,去掉蜡质,必要时要对工件进行脱蜡处理。简单的试一下就可以掌握整个过程。
无锡市鑫丰研磨材料制造有限公司****从事抛光轮,尼龙抛光轮以及纤维抛光轮的生产和销售,欢迎来电咨询
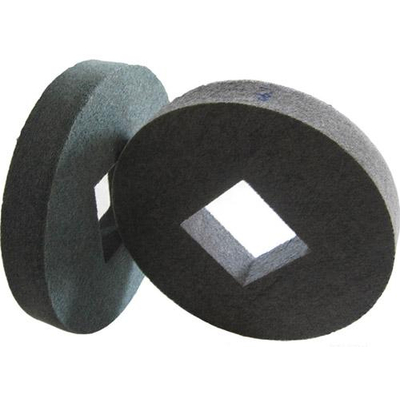
抛光轮的硬度以缝合线的距离来决定,缝合线距离越小,抛光 轮的硬度越高。为了使抛光轮更柔软,抛光轮的制作应注意缝线与轮 边之间保持足够的距离(也有不缝线的) 。抛光大型的工件,也有用 具有特殊的风冷装置的抛光轮。
抛光轮可分三种方式:
(1)非缝合式整布轮。多用细软棉布制成,宜抛光形状复杂工件, 或用于小型工件的精抛光。
(2)缝合式。多用粗布、无纺布及细平布等制成,缝线可采用同心 圆式螺旋式及直辐射形式,宜抛光各种镀层及形状较简单的工作。
(3)风冷布轮。采用45度角线裁法,呈环形皱褶状,中间装有金属 圆盘,具有通风散热的特点,宜抛光大型工件。 抛光不同金属材料时抛光轮的速度多少? 抛光时,抛光轮的圆周速度应比磨光轮高,不同的金属材料应选择 的抛光轮圆周速度也有不同如: 生铁、铜、镍****佳圆周速度为30~35m/s 铜及铜合金、银****佳圆周速度为22~30m/s 铝及铝合金、锌、锡、铅****佳圆周速度为18~25m./s

无锡市鑫丰研磨材料制造有限公司****从事抛光轮,尼龙抛光轮以及纤维抛光轮的生产和销售,欢迎来电咨询。