邢台带颈不锈钢法兰|顺丰法兰厂|厂家批发带颈不锈钢法兰
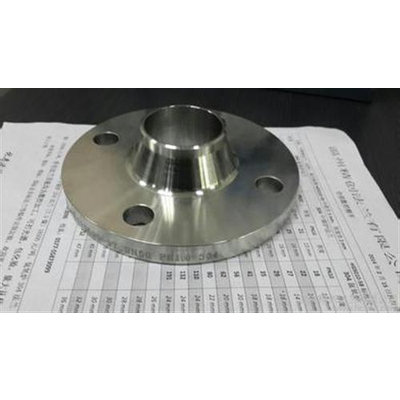
带颈不锈钢法兰WN,DN300(B)-10RF HG/T20592(B)304L
对焊法兰又称高颈法兰,它与其他法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,****了应力的不连续性,因而增加了法兰强度。对焊法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处于受的应力较大,或应力变化反复的场合,压力、温度大幅度波动的管道和高温、高压及零下低温的管道。 对焊:对接电阻焊(简称对焊)是利用电阻热将两工件沿整个端面同时焊接起来的一类电阻焊方法。对焊的生产率高、易于实现自动化,因而获得广泛应用。 对焊分为电阻对焊和闪光对焊两种。
顺丰不锈钢规格全保质量保材质。带劲不锈钢法兰DN40 材质304
、为****由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,对焊不锈钢法兰,以窄焊道为宜。2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,高压不锈钢法兰,否则药皮容易开裂剥落),****焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。3、不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
顺丰不锈钢法兰厂****做带颈不锈钢法兰各有高低压dn50大量现货
铬不锈钢法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上颈预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。5、不锈钢法兰,枣庄不锈钢法兰,为****耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬不锈钢法兰好一些。采用同类型的铬不锈钢法兰焊条(*02、*07)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用不锈钢法兰管件焊条(A107、A207)。6、不锈钢法兰管件,对焊法兰焊条具有良好耐腐蚀性和****性,广泛应用于化工、化肥、石油、医疗机械制造。