
诸城市环源环保设备有限公司


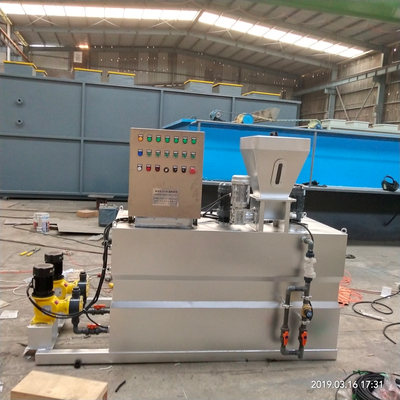

诸城环源HY-PACJY-500L三腔式全自动加药机
产品属性
- 材质:
- ss304
- 规格:
- 1500*800*1700
- 控制:
- PLC
- 加工贸易形式:
- 来料加工
- 加工种类:
- 焊接
- 加工设备:
- 氩弧焊
- 加工设备数量:
- 1
- 生产线数量:
- 5
- 日加工能力:
- 0.5
- 质量认证标准:
- iso9001
制备量:2kg/h, PAM制备浓度:0.1%-0.2%
PAM原料:PAM干粉。
电动机防护等级:IP54。
主要由不锈钢材料制成,分别为配制箱、成熟箱和加药箱。每个水箱上配有观察盖板,搅拌器的固定支架,溢流管接口和排空管接口,一个残液排空管阀门。
系统控制加药泵将配置完成的PAM药液输送至投加点。
溶液制备装置采用,PAM投加泵选用耐驰或西派克螺杆泵。
3.2.2、结构特点
全自动三腔絮凝剂药剂制备系统,分为配制箱、熟化箱和加药箱,可手动或自动控制。用于在线溶解、熟化、储存投加环境下,它具有使用固体和液体絮凝剂两种功能。三腔式絮凝剂制备系统结构紧凑,可全自动运行,PAM药剂制备浓度可为0.1-0.2%。
溶液箱自动液位检测装置:
设备装置在低液位时配药箱开始进水,同时螺旋喂料减速电机加进干药粉,高液位时停止;****高位时报警,****低位时报警停投加泵。
设备初运行时,配料箱和熟化箱的搅拌电机在药箱进水至设定水位后开始搅拌,同时喂料装置*投料到高液位时自动停止。这一设计可以****配好的药液和未配好的药液混合,使药液特性稳定,做好连续加药的准备。
当投加固体粉末药剂时,药剂由料斗通过一个可加热的螺旋计量装置定量投入配药箱,自动加热是为了****絮凝剂因吸湿而积块,堵塞输送管道。螺旋喂料装置的启动运行是和进水管路联动的,从而使溶药过程能够在线进行,并保证了溶液浓度的精度。
PAM药剂从药粉仓中输出后,经过一个射流混合器在溶解箱中混合。运行时,射流混合器顶端的喷嘴喷出的水流形成了一层转动的水膜,干粉物质从上端落到水膜上,并随着水膜旋转下落。在此过程中粉状药剂粉末被润湿。由底端喷嘴喷水形成的*冲击的横断水流层使药剂进一步被溶解,而部分从中间落下的干态物质也被溶解。
3.2.3、控制系统
絮凝剂制备控制系统设就地控制柜,实现絮凝剂制备系统所有用电设备如搅拌器、送料器等系统设备的控制并对系统内部各种设备的运行状态进行监控,当系统内出现故障时进行相应报警,可显示故障信息。所有运行、故障信号可通过无源触点方式送至上位PLC系统。可在现场手动及自动控制,又能通过远传由上位PLC控制系统运行。
3.2.4、系统工作描述
在自动配药过程中,操作人员把药剂倒入到制备装置的药剂料箱中,启动系统后,可根据进水流量,手动变频调节给料电机的输出转速,进而达到调节给料量,保证出药浓度的恒定。药剂与水混合后首****入到****组溶药箱,并在这里通过搅拌器进行充分搅拌和混合;当****组溶药箱充满后便自行推流至第二组溶药箱——熟化溶药箱,并在这里再一次搅拌和混合;待第二组溶药箱充满后又自行溢流至第三组溶药箱——成品溶药箱,这时配置好的药液便可通过加药泵投入到加药点上或通过后续的稀释装置将溶解浓度降低。
3.2.5、结构特点
1、药液配比浓度:0.1%-0.2%。
2、配备了螺旋管道加热器,可定时自动对出料管道内的药剂加热,从而****送料精度并****药剂受潮。
3、这种推流式溶液操作系统是的操作系统,它不仅能使药液得到更好的混合,而且各个设备的运行都由控制柜集中控制。因此整个进料,进水、混合搅拌过程均为全自动运行,无须人工,省时省力,节约****。整套装置内设有液位和料位传感器,在液位和料位低时输出报警信号,****设备和使用现场出现的不必要的损坏和损失。
4、在药液配置好后,加药泵可以接收来自上位控制系统PLC控制系统输出的启动信号,开启相对加药泵。当溶药存储箱的液位在低低液位时,报警输出,同时加药泵停止工作,以****加药泵干运转。
3.2.6、主要部件
(1)全自动三腔絮凝剂药剂制备系统,其主要部件组成如下:
配制箱、熟化箱、加药箱、干粉箱、搅拌器、就地控制系统(预留无源触点远控)
电控柜元器件:施耐德,此控制柜将实现全自动干粉配置装置电气设备供电、过负荷、手动和自动控制的转换等功能。药剂投加泵控制将由上位机根据现场需要进行控制。
驱动装置:齿轮变速电机
数量:1台
搅拌器转轴和搅拌叶片材质:不锈钢304;
配制箱、熟化箱、加药箱、干粉箱:不锈钢304;
除湿加热器;
干粉料位检测装置;
溶液箱自动液位检测装置。
(2)絮凝装置进水管路配件:
电磁阀
管道流量计
截止阀
UPVC球阀、设备内部管件、管线(材质为UPVC)
数量:1套
(3)浓缩液投加单元:1套,带有止回阀。
药剂混合器:1个。
絮凝剂浓度0.1%-0.2%;