
无锡浩普科技有限公司
主营:从事机械加工刀具、工具、机床附件、机械配件及周边设备和检测仪器实验设备的生产、销售




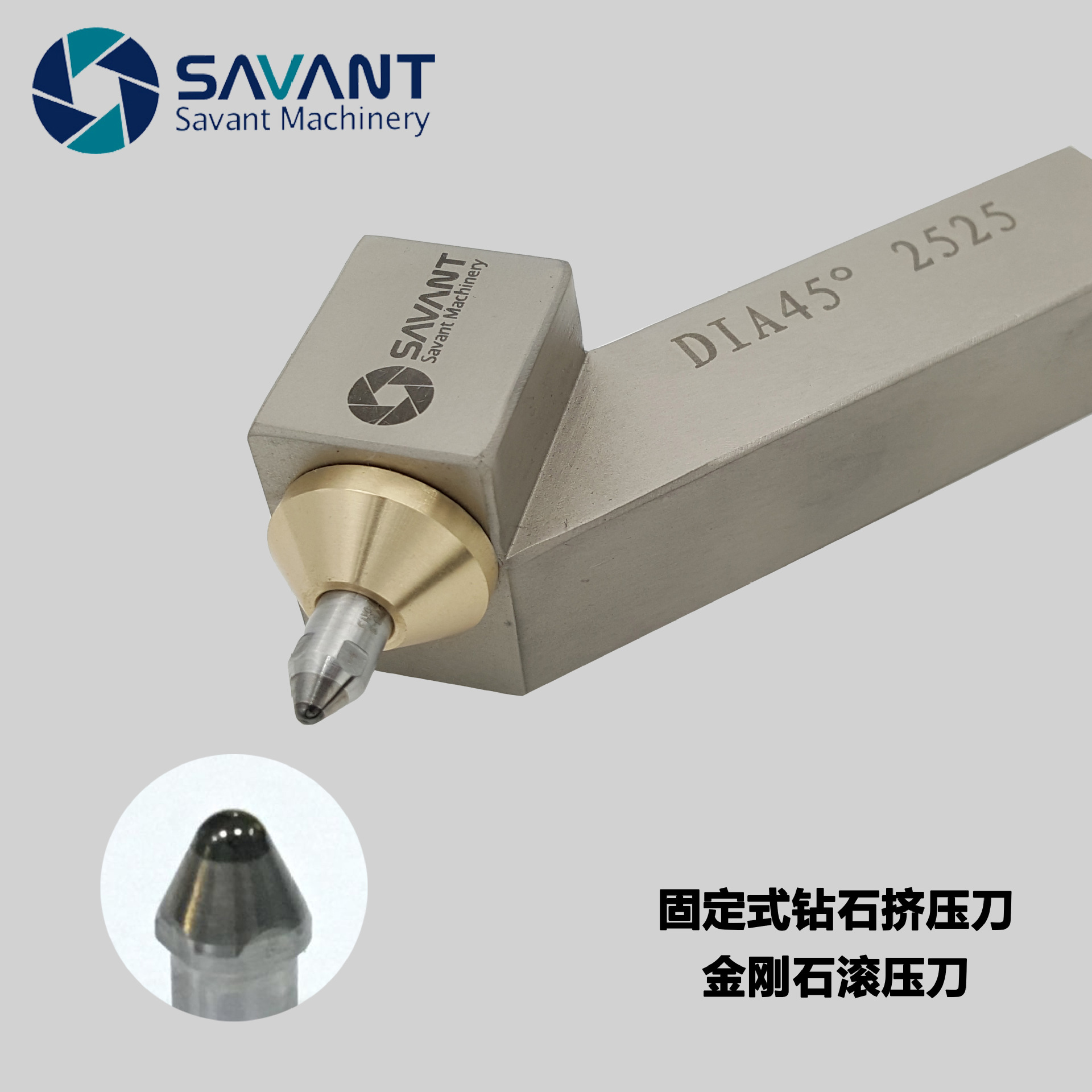
固定式金刚石滚压刀 滚光刀
¥4500元/件
中国 江苏 无锡 梁溪区
来电请说明在第一枪看到,谢谢!
产品属性
- 加工硬度多大:
- HRC65以下
- 达到光洁度多少:
- 前面工序基础上提高两个等级
- 品牌:
- 其他
- 类型:
- 其他
- 材质:
- 金刚石
- 精度等级:
- AAA级
- 涂层:
- 是
- 进口:
- 否
- 是否标准件:
- 是
- 加工定制:
- 是
- 型号:
- DIA45°
- 表面处理:
- -
- 刀模厚度:
- -
- 适用范围:
- 10
- 规格尺寸:
- -
- 重量:
- 1.0KG

厂家钻石滚压工具/金刚石滚压工具/宝石滚压工具/滚光刀
镜面滚压工具金刚石滚压刀




一、使用金刚石滚光刀的优点:
1)滚光后工件表面的光洁度达到Rz1.0微米以下的粗糙度
2)滚压后改进了尺寸精度的控制~公差在0.01毫米或更小的范围中调整
3)表面滚光后硬度提高
4)挤光后疲劳寿命提高
5)滚光刀滚光取代了传统的二次加工,比如打磨抛光珩磨 研磨
6)滚光比研磨珩磨操作更光洁环保,不产生切削碎料
7)滚光后的工件表面能减少摩擦,噪音水平降低
8)滚光刀滚光后能消除刀具残留痕迹和微小的表面缺陷
9)滚光刀滚光工艺与其他抛光镜面工艺相比,具有生产效率更快,成本更低,抛光面更加平整,尺寸精度控制和终饰及加工硬化数秒完成
二、钻石外径滚光刀:
|
加工位置 |
轴类外径轮廓及端面 |
|
标准刀柄 |
方柄16,20,25mm |
三、规格型号:
|
刀柄型号 |
H1616 |
H2020 |
H2525 |
|
金刚石型号 |
VR2.0D5.5 |
VR1.0D5.5 |
VR0.5D5.5 |
四、使用参数(以下参数请根据实际加工中具体情况而定):
|
工件余量 |
0.01mm |
|
滚压量 |
0.01-0.5mm(单边) |
|
润滑 |
乳化液或油;经过过滤的润滑剂(< 40μm)可****表面质量和刀具寿命 |
|
上道工序表面 |
表面粗糙度达到Rz15μm以下 |
|
工件硬度 |
HRC65 |
|
切削速度 |
100m/min |
|
进给速度 |
0.05-0.2mm/rev |
五、加工前注意事项:
在开始试刀的时候,可降低切削速度进行测试,进给速度可以保持不变。在不利于滚压的条件下进行加工,如高强度材料,或润滑不足的情况下,应降低切削速度。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn