
山东三维钢结构股份有限公司
主营:钢结构,集装箱房屋

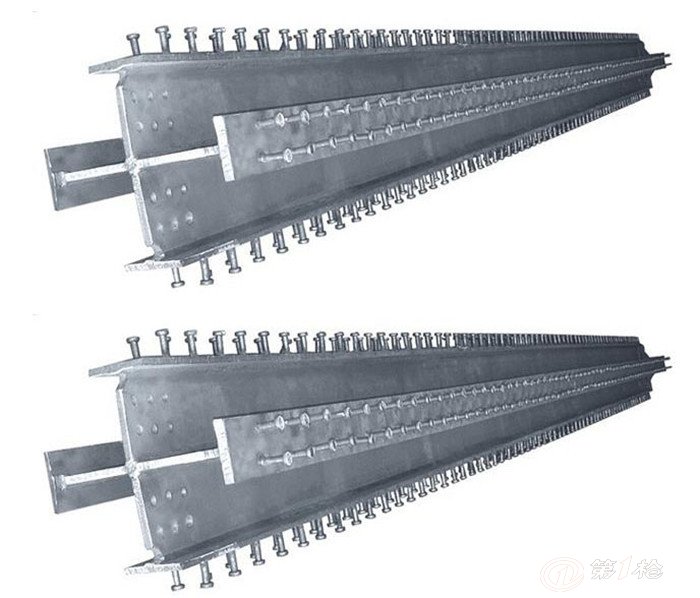
十字型柱钢结构加工出口厂家-三维钢构
¥6500元/吨
中国 山东 枣庄
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- 其他
- 材质:
- 钢
- 加工定制:
- 是
- 型号:
- q235
山东三维钢结构股份有限公司在十字钢柱焊接中具有十分丰富的经验。
根据十字钢柱焊缝的结构形式,三维钢构工人为了控制焊接过程中的变形,严格遵守标准焊接顺序:
首先钢结构焊接其它准备工作完成后,先清理一下焊缝;
其次,焊接整条连续的埋弧焊缝,对焊接进行二层焊接,每层焊完后应该严格清理层与层之间的焊渣以及焊接缺陷;缺陷处由三维钢构工人以及用砂轮打磨或者气刨铲除,之后进行规范化的补焊。层间温度控制在150~200℃范围内超过200℃应停止焊接冷却10~20分钟后再进行焊接,以减少变形。
****后,焊接过程中应随时检查十字柱的变形情况;可根据情况,利用后续焊接来调整十字柱的变形。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn