青岛瑞佳机电设备有限公司




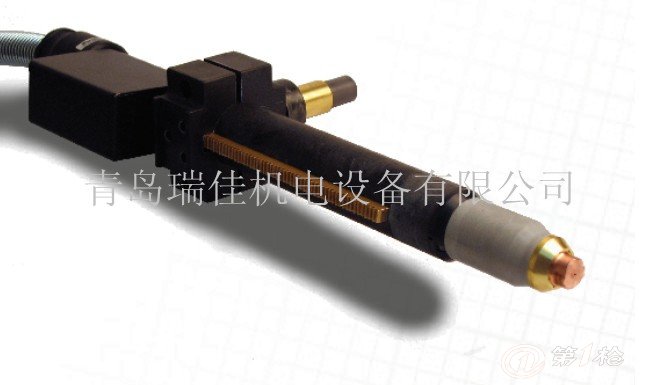
美国飞马特A120等离子割枪头9-8220
产品属性
- 品牌:
- 其他
- 类型:
- 割炬/割嘴
- 夹持方式:
- 机械夹持
- 冷却方式:
- 空气冷却
- 引弧方式:
- 引导弧引弧
- 适用工艺:
- 等离子弧焊/切割
- 加工定制:
- 否
- 型号:
- 9-8220
- 可换焊嘴数目:
- 1
- 焊炬总长:
- 1
- 壁厚:
- 1
- 焊/切厚度:
- 1
- 工作压力:
- 1
- 适用范围:
- 金属
- 用途:
- 切割
- 外形尺寸:
- 1
- 重量:
- 1
使用飞马特A120机用或自动等离子割枪割炬穿孔,美国飞马特等离子易损件,飞马特等离子耗材,穿孔电弧起动时应尽可能使飞马特等离子割嘴保持在工件上方较高位置,越高越好,要确保电弧能被传导以实现穿孔。美国飞马特cutmasterA120数控等离子切割机,飞马特割嘴和工件间保持一定的距离****于避免熔化金属被重新吹回至割枪的前端。使用飞马特等离子切割机进行操作过程中,要求留有一定的穿孔或停*间。确保在电弧穿透板材底后再移动割枪。随着割枪开始移动,建议将飞马特等离子割嘴和工件间距离缩短至3-6mm,以实现切割速度和质量。应及时清除保护杯和割嘴上的溅污或碎片。可对保护杯喷洒或将其浸入防溅污复合物,以大限度减少溅污或碎片在杯上的粘附现象。
1. 松开飞马特等离子切割机割枪头上的保护杯组件螺栓并将其取下。
2. 将美国飞马特等离子切割机易损件,等离子电****从割枪头内直接拉出来。
3. 将完好的飞马特等离子电****直接推入割枪头内,发出咔嗒声表明已被紧固。
4. 将飞马特等离子配件引导弧点燃卡座和所需等离子割嘴装入割枪头内。
5. 用手将保护杯组件紧固到割枪头上。如安装保护杯时感到有阻力,可检查保护杯螺纹。
美国飞马特切割机耗材,飞马特等离子易损件,等离子割嘴和工件间距离
美国飞马特等离子割嘴和工件间如距离不当将不利于飞马特割嘴及保护杯的使用寿命。等离子割嘴和工件间的距离还可对坡口斜角造成****大的影响。缩短割嘴和工件间距离通常可使切割形状效果更为方正。cutmasterA120等离子切割机飞马特,美国飞马特等离子耗材,飞马特等离子消耗件。
使用美国飞马特等离子切割机,cutmasterA120,A80等离子切割机,采用边缘起弧时,应使割枪垂直于工件,且飞马特等离子割嘴前端靠近(但不接触)工件切割起始点边缘。在切割工件边缘起弧时,不要在边缘暂停而推动电弧至金属边缘。应尽可能缩短切割电弧生成时间。