
广东秦泰盛智能化科技有限公司




供应废旧动力电池回收拆解成套设备
产品属性
- 加工贸易形式:
- 来图、来样加工
- 加工种类:
- 动力电池拆解设备
- 加工设备:
- 动力电池拆解设备
- 加工设备数量:
- 1
- 生产线数量:
- 1
目前上的电动汽车中动力电池的市场占有率较高,随着产业化的逐步推进,新能源汽车发展的后顾之忧—废旧动力电池的处理问题也将日益显现,如若处置不当,则会造成严重的安全隐患和资源浪费
废旧动力电池拆解回收是指将回收到的废旧动力电池拆解提炼稀有金属的方式进行再次利用,将废旧的动力电池进行资源化处理,主要针对动力电池容量损耗严重,无法继续使用,只有通过拆解的方式回收有利用价值的资源,比如钴、镍等稀有金属。
动力电池主要由4部分组成:正负电解液以及隔膜,一般动力电池按正材料组成分类,主流的动力电池为铁锂电池和三元锂电池,两者合计占比超过95%,另外还有少部分锰酸锂电池和钴酸锂电池,占比只有5%左右,
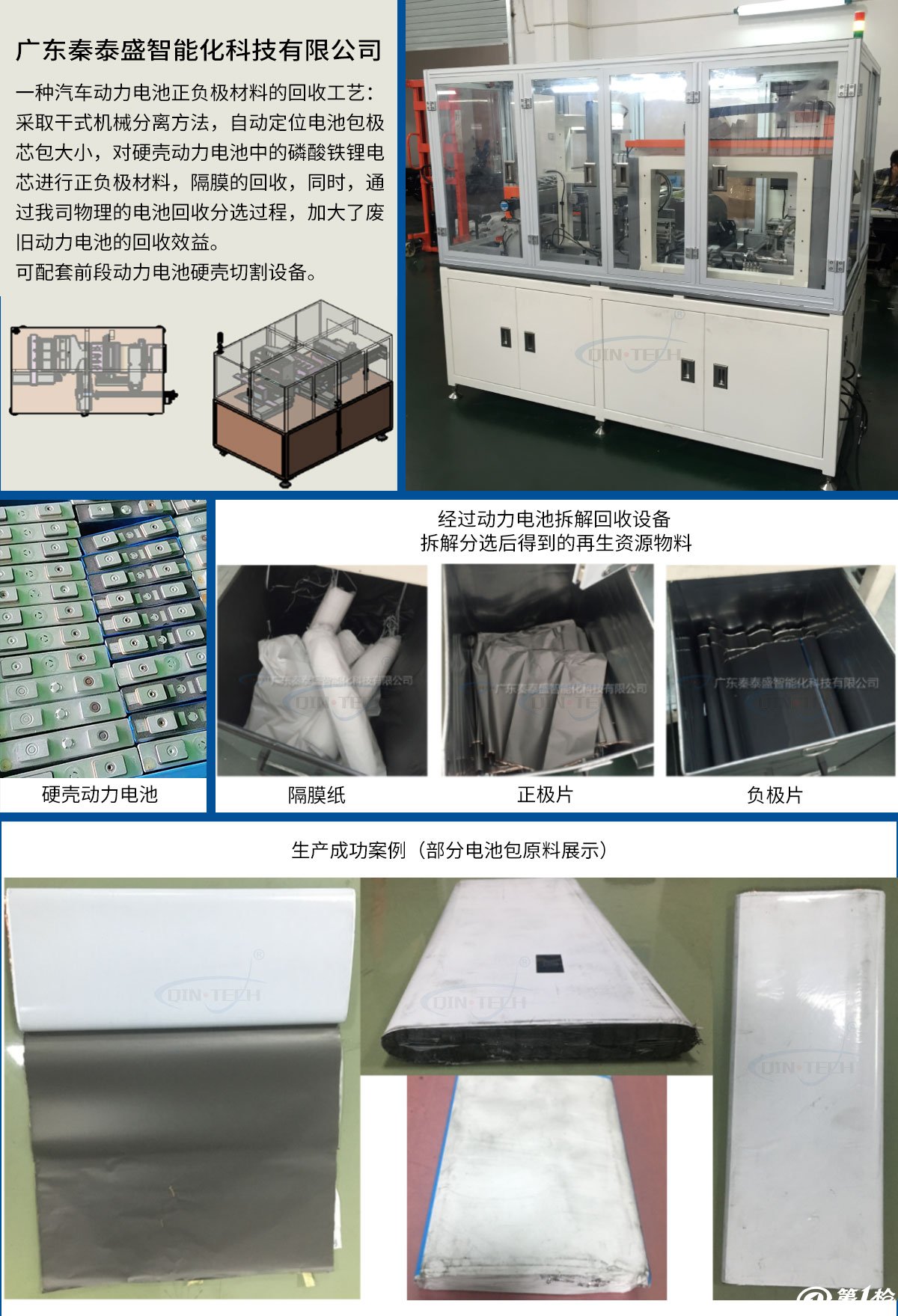
动力电池的铁锂电芯由正片、负片、隔膜构成,通过物理的方法进行拆分电池原料,分离各组成部分,及正负隔膜纸等,实现了有价金属富集,减少物质对环境的污染。
新能源动力电池拆解设备简介:
新能源动力电池芯放入设备上料工位,反卷机将电池芯完全分离为正片、负片与隔膜三个部分并单独放置,依据电池包芯包大小定位,反卷移载机构,拆分表面附着保护膜,分芯负片,卷绕回收保护膜,分芯正片,分类回收箱,安全系统检测八种处理功能为一体机,对新能源汽车电池回收设备接解性材料进行全方防腐蚀位处理。
1:针对方形动力电池芯(L:340;W:140,允许长宽&plun;10mm误差)开发自动电池芯反卷机。
2:电池芯正片,负片与隔膜完全分离为单个部分,并放置到料箱,以便后续分解。
3:隔膜卷绕完成后回收到回收箱内,正、负片分别回收到回收箱内。
4:在封闭空间拆解电池(客户现场提供排废气管道)
新能源动力电池拆解回收设备工艺流程说明:
6.1 预留取电芯机械手:把电芯从来料线上取下电芯来,然后放到电芯定位平台上, 再移致到分张膜机构上后到分负片机构处;
6.2 上料:来料必须是一个方向的来料,保证来料方向一致后序设备才能正常工作(膜的粘接处必须是无脱落);
6.3 电芯定位:电芯放到定位平台后表面膜必须是无损,无结块,电芯边无两片物料以上粘贴在一起现象;
6.4 分割张膜片:通过发热高温将张膜片切分开来,然后再由吸盘吸住分割开的一端膜片,辅助夹膜机构将分开一端吸住的膜夹住,平移到分负片工位上;
6.5 分负片:辅助夹膜机构送来的膜吸住,负片的分料机构将负片吸住旋转送入负片回收滚筒内,拉膜机构前来夹住膜在负片回收工位上的吸膜,负片与拉膜机构同步运行(夹电芯机构同时放电);
6.6 回收正片:包含 上/下吸盘与上/下热压机构,正片定位,正片滚筒回收。上/下热压原理将上膜下膜热压分开,上吸盘把上膜分开,下吸盘把下膜分开, 收膜机分别把上/下膜卷起,拉膜机构把正片拉到正片回收滚筒内;
6.7 两片分别回收放在正负片回收箱内;
6.8 整个设备除了机构回收与分张外还有检测系统、控制系统和判断系统等