
广州市火龙焊接设备有限公司



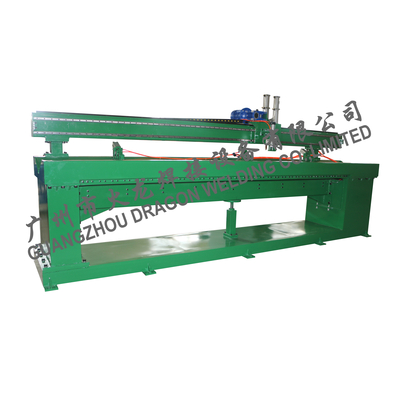
东莞镀锌板直缝焊接设备机器
产品属性
- 电压:
- 380V/220
- 焊机:
- 氩弧焊 二保焊 等离子
- 品牌:
- 其他
- 输入电源相数:
- 其他
- 电源类型:
- 其他
- 工作频率:
- 中频式
- 上电极运动方式:
- 其他
- 焊接工件走向:
- 横向缝焊机
- 冷却方式:
- 水冷
- 控制方式:
- 自动
- 是否数控:
- 否
- 频段:
- 中频
- 驱动形式:
- 自动
- 型号:
- ZF-1300
- 额定容量:
- 315
- 额定负载持续率:
- 100
- 工作周期:
- 连续
- 焊接频率:
- 持续
- 最大焊接厚度:
- 3
- 额定焊接厚度:
- 0.5-3
- 焊接材质:
- 镀锌板 不锈钢 铁 铜 碳钢
- 作用原理:
- 直缝焊
- 保护气体类型:
- 氩气
- 气体延时:
- 0.01
- 焊接速度:
- 可调试
- 电动机功率:
- 2200
- 冷却水消耗量:
- 500
- 外形尺寸:
- 定制
- 重量:
- 550
1、焊接主机采用悬臂结构,机架由钢材料折弯焊接而成;
2、 气动琴键式压紧结构,沿直缝两侧紧密排列,保证对接焊缝在整个焊接长度范围内均匀压紧;左右琴键压指的间距可调整,以适应不同工件的焊接;
3、根据工件的厚度尺寸可采用气囊式或气缸式,保证有足够的压紧力,****焊接过程中的热变形;
4、 焊接芯轴镶嵌有铜制胎具,提供焊缝背气保护功能;根据筒体或平板工件加工不同焊接工艺槽,达到单面焊双面成型;
5、 焊接芯轴与琴键压指间距可调,可适应不同工件焊接要求;
6、焊行走采用直流伺服电机驱动,齿轮齿条传动,轨道面经磨削加工,行走平稳,焊接稳定可靠。
7、所有气管、电缆安放在拖链内,外观整洁美观,同时避免线缆断线。
|
型号 Model 项目Item |
ZF-300 |
ZF-500 |
ZF-800 |
ZF-1000 |
ZF-1200 |
ZF-1500 |
ZF-2000 |
|
输入电压 Input voltage |
Single Phase 220V, 50/60Hz |
||||||
|
焊接长度(mm) Max welding length |
300mm |
500mm |
800mm |
1000mm |
1200mm |
1500mm |
2000mm |
|
工件直径 (mm) Workpiece diameter |
50-800mm |
70-800mm |
90-800mm |
100-800mm |
100-800mm |
120-800mm |
180-800mm |
|
适用厚度 Workpiece thickness |
0.3-3mm |
0.4-3mm |
|||||
|
焊接速度 Welding Speed |
300-2000mm/min |
||||||


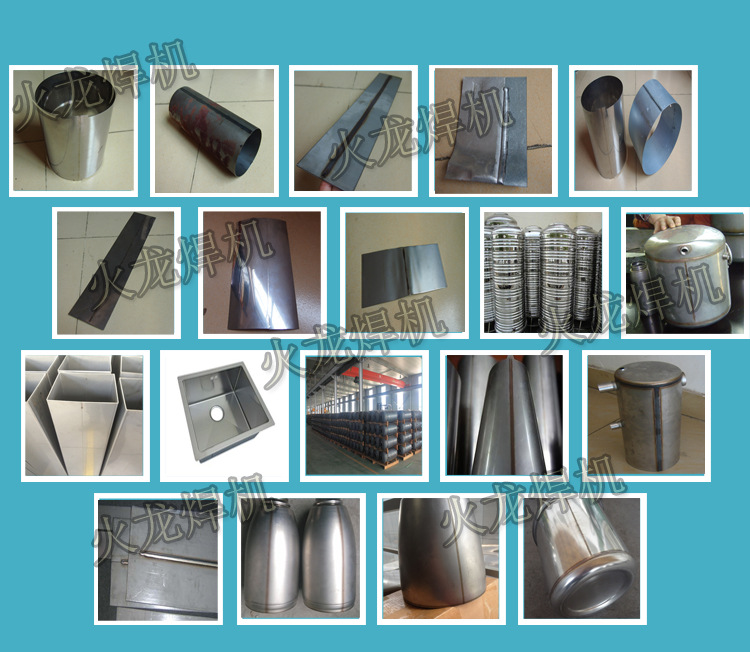
主要功能与应用
-
1. 全自动*弧(等离子)直缝焊机主要由特殊设计的直缝机械自动化部分和标准配置的电源部分
-
2. 根据材料的不同焊接要求,机械自动化部分可采用平板式压紧机构或琴键式铜材压紧机构,分别提供均匀稳定的工作夹持和冷却效果。
-
3. 标准电源部分包括:TIG(钨****气体保护电弧焊),MIG(熔化****惰性气体保护电弧焊),MAG(熔化****活性气体保护电弧焊)SAW(埋弧焊,PAW(等离子焊)等等。可配备的由我公司制造的*高质量标准电源,同时客户也可以选用其他*品牌的电源,通用性非常强
-
4. 机械自动化部分采用PLC整体控制,直流电机驱动,实现焊接速度无****可调和标准电源部分协同工作。
-
5. 配备不同焊缝背面保护衬套和成型槽,以 提供稳定的气体保护和确保达到单面焊接双面成型的 效果
-
6. 该设备主要用于不锈钢、铁、铝、黄铜等各种金属的圆筒、拼板的高质量、低变形的直线性自动焊接
-
7. 与传统手工焊接方式相比,焊接*,焊接质量一致好。
主要技术参数
|
项目/型号 |
ZF-300 |
ZF-500 |
ZF-800 |
ZF-1000 |
ZF-1200 |
ZF-1500 |
ZF-2000 |
|
输入电压 |
220V/380V/440V/480V,50/60Hz |
||||||
|
大焊接长度(mm) |
320mm |
500mm |
800mm |
1000mm |
1200mm |
1500mm |
2000mm |
|
工件直径(mm) |
48-800mm |
60-800 |
76-800mm |
85-800mm |
98-800mm |
115-800mm |
150-960mm |
|
适用厚度 |
0.3-3mm |
0.4-3mm |
|||||
|
焊接速度 |
300-2000mm/min |
||||||

自动*弧直缝焊机的琴键式气动夹具由横梁、琴键压板等部件组成。横梁为焊接钢结构件,左右对称两套,具有足够的刚度和强度。 在使用过程中不变形。琴键式气动夹具横梁与主机架组成一套龙门结构,可 设备的刚性。夹具气装在横梁内部,利用通入气的压缩空气,借助膨胀,通过柔性气分配压力,顶压杠杆力来压紧工件。当输入气压为0.6Mpa时,琴键压板指尖 可产生 大达35kg/cm的压力,将工件与焊接芯轴可靠贴合, 对接缝在整个焊接长度范围内均匀压紧。 大使用气压为0.7Mpa,可根据工件的厚薄及材料的情况来调整。
压板采用琴键式结构,头部压指采用铬锆铜镶嵌方式, 焊接时将焊接区域的热量尽快散走,对薄壁工件焊接时提供良好保护。另外铬锆铜琴键压指还可以****焊接时电弧的此偏移不会被焊接污染。琴键压指正反面均可使用。若压指一端烧损,可将其反过来使用,延长琴键压指的使用周期。左右琴键压指间的距离可在5-40mm范围内调节。以适合不同工件厚度焊接时的焊接工艺要求的焊缝宽度
全自动*弧(等离子)直缝焊机主要由特殊设计的直缝机械自动化部分和标准配置的电源
部分
2. 根据材料的不同焊接要求,机械自动化部分可采用平板式压紧机构或琴键式铜材压紧机
构,分别提供均匀稳定的工作夹持和冷却效果。
3. 标准电源部分包括:TIG(钨****气体保护电弧焊),MIG(熔化****惰性气体保护电弧焊),
MAG(熔化****活性气体保护电弧焊)SAW(埋弧焊,PAW(等离子焊)等等。可配备的由
我公司制造的*高质量标准电源,同时客户也可以选用其他*品牌的电源,通用性非常强
4. 机械自动化部分采用PLC整体控制,直流电机驱动,实现焊接速度无****可调和标准电源
部分协同工作。
5. 配备不同焊缝背面保护衬套和成型槽,以保证提供稳定的气体保护和确保达到单面焊接双面
成型的完善效果
6. 该设备主要用于不锈钢、铁、铝、黄铜等各种金属的圆筒、拼板的高质量、低变形的直线
性自动焊接
7. 与传统手工焊接方式相比,焊接*,焊接质量一致好。