
洛阳市钧泽铝业有限公司
主营:铝产品加工,工业铝合金
商丘铝型材|洛阳钧泽(在线咨询)|河南铝型材制造
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性

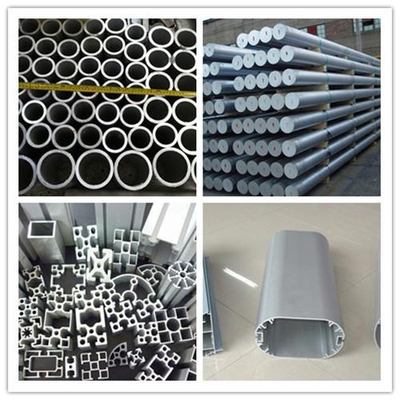
纯铝的密度小(ρ=2.7g/cm3),大约是铁的 1/3,熔点低(660℃),铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制成各种型材、板材,*腐蚀性能好。但是纯铝的强度很低,退火状态 σb 值约为8kgf/mm2,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热处理等方法来强化铝,这就得到了一系列的铝合金。

为了减少铝熔体的氧化、吸气和铁的溶解,应尽量缩短铝熔体在炉内的停留时间,快速熔炼。从熔化开始至浇注完毕,砂型铸造不超过4小时,金属型铸造不超过6小时,压铸不超过8小时。为加速熔炼过程,应首先加入中等块度、熔点较低的回炉料及铝硅中间合金,以便在坩埚底部尽快形成熔池,然后再加块度较大的回炉料及纯铝锭,使它们能徐徐浸入逐渐扩大的熔池,很快熔化。在炉料主要部分熔化后,再加熔点较高、数量不多的中间合金,升温、搅拌以加速熔化。****后降温,压入易氧化的合金元素

取本品约1.0g,精密称定,置200mL量瓶中,加稀盐酸10mL溶解后,加水稀释至刻度,摇匀,精密量取20mL,加氨试液中和至恰析出沉淀,再滴加稀盐酸至沉淀恰溶解为止,加醋酸-醋酸铵缓冲液(pH6.0)20mL,再精密加*四醋酸二钠滴定液(0.05mol/L)25mL,煮沸3~5分钟,放冷至室温,加二*橙指示液1mL,用锌滴定液(0.05mol/L)滴定至溶液自*转变为红色,并将滴定结果用空白试验校正。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn