东莞市冷谊制冷设备有限公司
主营:日立压缩机,日立变频压缩机,海信日立压缩机,维修恒温恒湿试验箱,维修冷热冲击试验箱,维修高低温试验箱
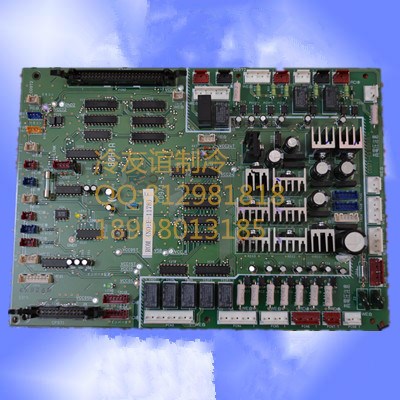


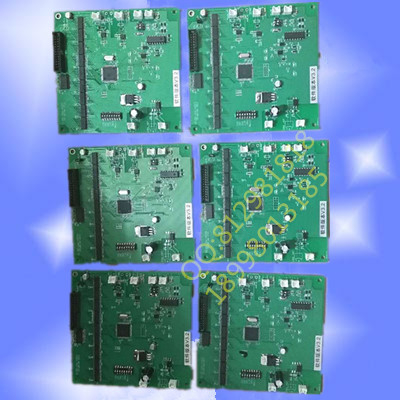
日立风冷机组主板
面议
中国 广东 东莞
来电请说明在第一枪看到,谢谢!
产品属性
- 15:
- 45
- 758:
- 日立风冷机组主板
- 品牌:
- 其他
- 加工定制:
- 是
- 型号:
- 127
- 材质:
- 758
- 加工精度:
- 27
- 适用范围:
- 78
- 外形尺寸:
- 75
- 重量:
- 76
日立风冷机组主板曲轴裂纹的修理 曲轴的裂纹常发生在曲柄肩上。产生裂纹的原因很多。如对曲柄
雩诉圆角半径加工处理不恰当,引起应力集中;工作时轴承间隙过大,引起冲击荷载以及曲
轴弯曲:各主轴承安装不同心而引起交变应力都能使曲轴产生裂纹,如图2-45所示。
如未及时发现裂纹并采取措施,可能发生折断曲轴的严重事故。在轴颈表面发现有轴向
裂纹.经研磨后,如能消除者,尚可继续使用。如发现有径向裂纹,则在使用中因受应力作
用.裂纹将会逐渐扩大。故应于发现这种裂纹时,有备用曲轴时应立即更换,不宜再采用任
何*措施,以*****加工后的部位,在不正常作用下造成严重事故。若原材料不足,可
用焊接方法*后继续使用,但必须积****准备新轴,及时更换,以保证安全运转。
日立风冷机组主板焊接曲轴裂纹的方法:焊前用錾子将裂纹处残余变形的金属剔去,使新的金属全部显露
出来:剔成的槽口宽度以易于焊接操作为准。为****焊后变形,可以采取反弯曲(其量为
m不等)或加支撑(可用10~12 mm直径的圆杆,不宜过粗)的方法。加支撑法如图#示,焊时将焊接部位预热至350~450℃,油道用炭精棒堵塞,夹紧在适当的*焊
架上·以低碳钢焊条用电焊熔接。焊接过程中曲轴温度下降,应再次加热继续焊接,焊后立
却在~600℃下热处理。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn