
镇江金和机械连接有限公司
主营:钢筋套筒,600钢筋套筒,630钢筋套筒,5级钢筋套筒,T63钢筋套筒,高强度钢筋套筒


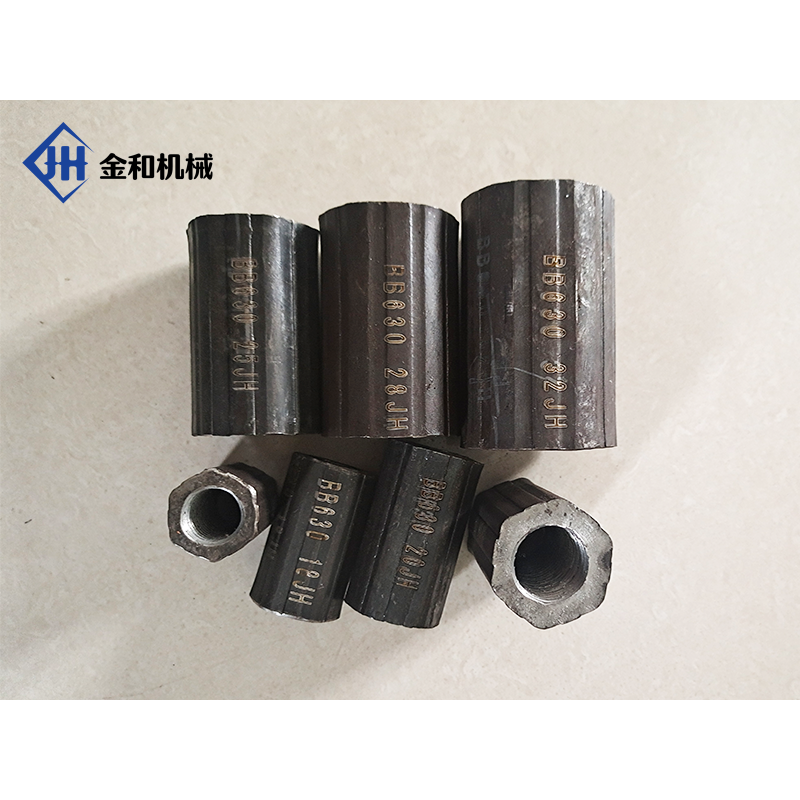
金和机械 630钢筋套筒 加工定制 不锈钢套筒
¥1.88元/件
中国 江苏 镇江 丹徒区
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- 其他
- 制造标准:
- 其他
- 样品或现货:
- 现货
- 型号:
- 齐全
- 类型:
- 630钢筋套筒
钢筋连接套筒焊接方法
钢筋连接套筒焊接方法。我国目前建筑市场上使用的钢筋焊接方法,进行了不断的调查,研究,试验,综合用户信息反馈发现:搭接法,闪光焊,电渣焊,气压焊,以及螺纹连接等几种常用的钢筋连接方法中,搭接法属于淘汰法不与论述,闪光焊合格率大约三分之一不合格;电渣焊次低,特别是电渣焊横向焊接后,合格率低,一般都不能做检测试验,只有气压焊接法能够做到合格率达到其他几种焊接方法中,螺纹连接法成本约6-8元/头左右,大约是气压焊成本的20多倍,若计算用电量,气压焊法成本约0.3元/头左右,若不计算用电量,电渣焊接法成本约0.2元/头左右。若从设备投资成本来看:钢筋气压焊接设备是整套电渣焊设备价格的1/3左右, 是投资少的。气压焊的缺点是对操作工人的技术要求较高,这就是气压焊在上世纪没有在我国大面积推广主要原因。但是国家建设部2003年颁布了《钢筋焊接及验收规程》,其中对气压焊焊接方法规定:“气压焊按加热温度和工艺方法的不同,可分为熔态气压焊(开式)和固态气压焊(闭式)两种:在一般情况下,宜优先采用熔态气压焊。”其中第4.6.2条中对气压焊焊接方法规定:“近几年来,由于熔态气压焊的成功及推广应用,增列本条文。采用熔态气压焊时,可以简化对钢筋端部加工的苛刻要求,操作简便,工效高,故规定在一般情况下,宜优先采用。”近几年来根据工地现场反复试验,熔态气压焊法比以前普遍使用的固态法要容易掌握的多,而且由于熔态气压焊法省去加工待焊钢筋的端头工序, 并且改进了焊接方法,所以焊接速度大幅度提高,降低了焊接成本了气压焊工艺技术的所有弊端问题。2005年压焊机出口日本,对日本国的建筑钢筋连接法进行了一定的了解,大约72%都是采用气压焊焊法,且使用气压焊焊接法还在增加。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn