
徐州恭乐橡塑机械有限公司



恭乐 PLA降解片材挤出机_PLA汽车内饰片材生产线
产品属性
- 产地:
- 江苏省
- 规格:
- GL19984666685
- 型号:
- T19984666685
- 颜色:
- 蓝色
- 电压:
- 380V
- 品牌:
- 其他
- 类型:
- 双螺杆挤出机
- 加工定制:
- 是
- 型号:
- GL19984666685
- 螺杆转速:
- 500
- 螺杆直径:
- 72
- 螺杆头数:
- 2
- 螺杆长径比:
- 40:1
- 主电机功率:
- 75
- 主电机转速:
- 1455
- 机筒加热功率:
- 444
- 机筒冷却方式:
- 水
- 最大挤出量:
- 500
- 生产能力:
- 500
- 外形尺寸:
- 34000
- 重量:
- 5
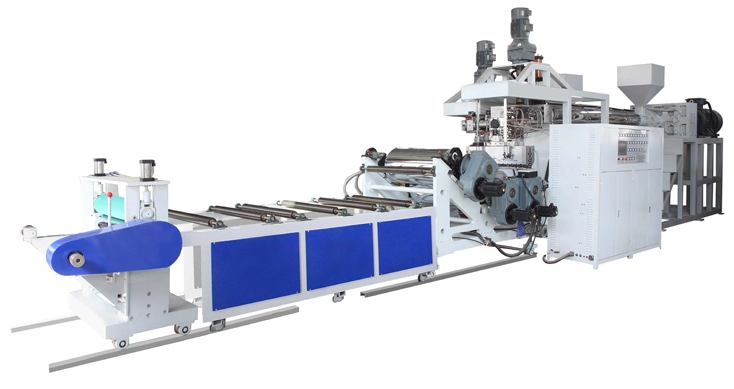
片材挤出机传动系统: 传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和轴承等组成。而在结构基本相同的前提下,减速机的制造成本大致与其外形尺寸及重量成正比。因为减速机的外形和重量大,意味着制造时消耗的材料多,另所使用的轴承也比较大,使制造成本增加。同样螺杆直径的挤出机,高速的挤出机比常规的挤出机所消耗的能量多,电机功率加大一倍,减速机的机座号相应加大是必须的。但高的螺杆速度,意味着低的减速比。同样大小的减速机,低减速比的与大减速比的相比,齿轮模数减速机承受负荷的能力也因此减速机的体积重量的不是与电机功率的成线性比例的。如果用挤出量做分母,除以减速机重量,高速的挤出机得数小,普通挤出机得数大。
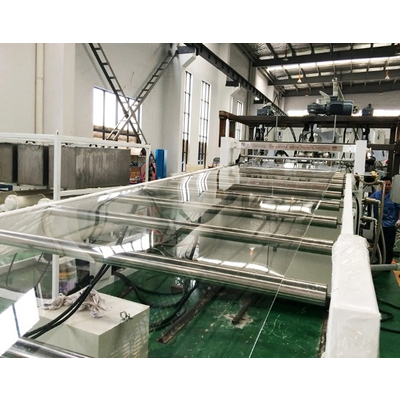
结构紧凑,性能优越,螺杆、机筒经优化设计,整机具有塑化均匀、挤出稳定、产量高、寿命长等优点。精密的定型压光装置,通过其良好的调整功能,使片材定型优良。
PLA降解片材挤出机_PLA汽车内饰片材生产线
片材挤出生产工艺:---原料密炼处理;---采用团物喂料机计量喂料到挤出机、用挤出机将物料加热、输送、压缩;---物料通过分散混合、溶体均化,再以稳定压力输入过滤器和平挤模头;---溶体过滤;---溶体均质稳定泵出;---共挤分配均质分层;---溶体在模头内均匀分流、定量稳定挤出;---模片成型;---三辊压片、冷却、定型;---切废边至要求幅宽尺寸;---自然冷却输送片材;---手卷废边;---稳定牵引片材;恒张力反馈手卷片材。
PLAzhuan用片材挤出机 PLA汽车内饰片材生产线
PLA降解片材挤出机_PLA汽车内饰片材生产线
挤出成型是在挤出机中,通过加热、加压而使物料以流动状态连续通过具有一定形状的口模而成型塑料制品的一种加工方法。挤出成型在塑料加工领域占很大比例,全世界大约超过60%的塑料制品是经由挤出成型加工生产的。几乎所有的热塑性塑料都可以用挤出成型加工,近年来随着挤出成型设备的发展,挤出成型也用于部分另固性塑料的加工中。挤出成型的特点为制成的产品横截面是一定尺寸的连续材料,如管材、异型材、板材、薄膜、单丝、电线电缆和挤出国塑的型坯等。
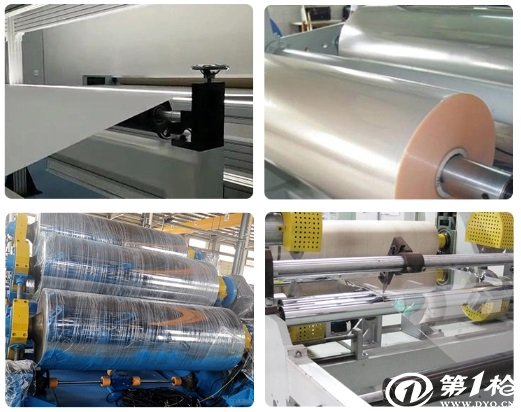
PLAzhuan用片材挤出机规格PLAzhuan用片材生产线品牌 流延法是制取薄膜的一种方法。制造时,先将液态树脂或分散体流布在载体(一般为金属带)上,随后用适当方法将其熟化,后即可从载体上剥取薄膜。挤出利流延相结合即可制备的热成型加工塑料片材。
PLAzhuan用片材挤出机规格 PLAzhuan用片材生产线品牌 经加热,将粒料、粉料、*碎料或回头料混合,排气,然后在压力下从狭缝模中挤出。根据塑料类型和材料的厚度,热的挤出物被牵出和定型,或挤到带冷却的同步转动的牵引辊上(辊冷却工艺)。挤出物通过一个冷却段,然后裁边、卷取。片材按规格切割。单层的和复合的成型材料都可以生产。一般挤出机能生产的材料范围从0.1mm厚的薄膜到50mm厚x2000mm宽的片材,甚至宽度可达5000mm。
PLA降解片材挤出机规格_PLA汽车内饰片材生产设备


汽车各部件是由各零件组装而来,而各零件又由各种材料经过各种成型方法加工而来。这些成型方法大致可分为一次加工、二次加工,更有甚者是通过多次加工材料形成产品。下面主要介绍常见的一次成型的加工方法。
汽车零件一次成型加工工艺中主要的是注塑、挤出、吹塑、压塑、搪塑等。其中注塑工艺是目前比较普遍的塑料成型方法,其特点是成型速度快,成型周期短,尺寸精度高,对各种塑料的适应性也强,生产产品质量稳定,易于实现自动化生产。