
山东亮光涂装科技有限公司



厂家定制农机喷涂线 农机喷涂设备 环保涂装喷涂线
产品属性
- 是否跨境货源:
- 否
- 品牌:
- 其他
- 加工定制:
- 是
- 型号:
- 非标
- 装机容量:
- 暂无
- 涂装速度:
- 标准
- 额定功率:
- 标准
- 额定电压:
- 暂无
- 工作温度:
- 标准
- 温控精度:
- 暂无
- 适用领域:
- 喷涂,涂装
- 外形尺寸:
- 根据客户需求定制
- 重量:
- 暂无
农机喷涂线主要由前处理电泳线、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷;采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。
涂装生产线全线各烘干系统的设计参照国外的设计理念和参数,烘道室体均采用桥式结构(密封底涂炉除外),保证了炉温的均匀性和稳定性,****了热能的效益性;供热装置引进了加拿大科迈科公司的产品,涂装生产线选用进口的燃烧器和控制系统,目前经测试各烘干系统运行良好稳定,温度曲线平滑持续,涂装生产线完全满足目前工艺产能的要求,并可满足今后****产能的要求。

农机喷涂线的七大组成部分:
农机喷涂线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
前处理设备:
喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。

喷粉系统:
粉体喷涂中的小旋风+滤芯回收装置是换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
喷漆设备:
如油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
烘炉:
烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于&plu*n;3oC,达到*同类产品的性能指标。
热源系统:
热风循环是目前应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,手机外壳涂装生产线。
达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。生产热源的循环风机如是耐高温风机,则具有寿命长、能耗低、噪声低、体积小等优点。
电控系统:
涂装、喷涂线流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中****常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。

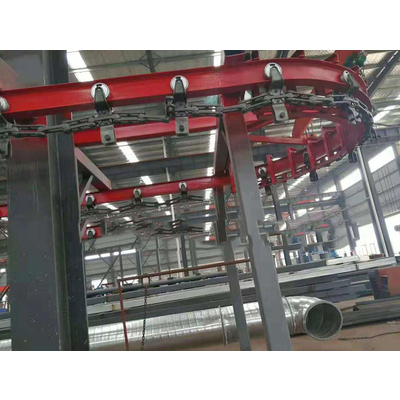
悬挂输送链:
悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在*挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
- 农机喷涂线上应注意被涂物件的装挂。预先通过试浸来设计挂具及物件在涂装生产线上的装挂方式,保证工件在浸涂时处于位置。被涂物的平面应接近垂直,其他平面与水平呈10°-40°角,使余漆的涂装面上能够较流畅地流尽。
- 在涂装生产线上涂装时为****溶剂在车间内的扩散和尘埃落入漆槽内,浸漆槽应保护起来。
售后服务:
公司负责*安装调试,并对操作和设备维护人员进行无偿培训(限大陆地区)并跟班指导,直到操作者能完全掌握。
售出的设备因本身质量造成的故障,在接到用户信息后24小时到达现场进行维修。
设备****保修一年,终身维修;保修期内无偿维修并更换损坏的部件,质保期后,只收取维修成本费,实行明码实价。
在不涉及硬件改动的前提下,我公司新的版本,将****提供给老客户。客户制定的设备,可以提货前来我公司进行验收和试车,我方可提供试料或用户自备资料,也可进行小批量生产,检测设备精度,稳定性指标满足用户要求再发货。
公司售后服务中心设24小时值班专线(0543-2100509)。
公司提供每年不少一次的现场****维修。
售前****为客户设计规划打样,协助客户完成工艺难题攻关。