
常州零度教育
主营:数控,后处理订制,模具设计,UG,powermill
常州加工中心数控培训UG10.0四轴五轴数控培训订制后处理
¥1880元/件
中国 江苏 常州
来电请说明在第一枪看到,谢谢!
产品属性
- 课时:
- 1课时
- 上课时间:
- 晚上、周末
- 案例:
- 工厂实际案例讲解
- 上课老师:
- 工厂师傅
- 所在地:
- 常州文化宫延陵西路19号嘉宏世纪大厦15楼1511
- 培训教材:
- 常州零度教育
- 培训师:
- 张老师
- 培训课程:
- 加工中心CAM数控编程培训
- 培训时间:
- 晚上、周末
****部分 四轴理论讲解 机床结构 工作原理 典型零件的工艺方案
****节 四轴机床结构特点与工作原理
1、四轴的定义:一台机床上至少有4个坐标,分别为3个直线坐标和1个旋转坐标
2、四轴加工特点:
(1)三轴加工机床无法加工到的或需要装夹过长
(2)****自由空间曲面的精度、质量和效率
(3)四轴与三轴的区别; 四轴区别与三轴多一个旋转轴,四轴坐标的确立及其代码的表示
Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴
X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向
3、直线坐标X轴Y轴Z轴
旋转坐标A轴、B轴
A轴:绕X轴旋转为A轴(G代码)
B轴:绕Y轴旋转为B轴(G代码)
XYZ A、 XYZ B、两种形式四轴
XYZ A 适合加工旋转类工件、车铣复合加工
XYZ B 工作台相对较小、主轴刚性差、适合加工小产品
四轴可以实现产品除底面外5个面都可以做加工,加工前我们必须对产品进行分析,确定四轴机床。
第二节 四轴加工优点 应运典型零件的工艺方案 实际生产加工常发生的问题及其解决方案
三轴加工的缺点:(1)刀具长度过****具成本过高(2)刀具振动引发表粗糙度问题(3)工序增加,多次装夹(4)刀具易*损(5)刀具数量增加(6)易过切引起不合格工件(7)重复对刀产生累积公差2、四轴优点:(1)刀具得到很大****(2)加工工序缩短装夹时间(3)无需夹具(4)****表面质量(5)延****具寿命(6)生产集中化(7)有效****加工效率和生产效率3、四轴加工主要应运的领域: 航空、造船、医学、汽车工业、模具4、四轴应运的典型零件:凸轮、涡轮、蜗杆、螺旋桨、鞋模、立体公、*模型、汽车配件、其他精密零件加工5、四轴加工工工艺及其实际生产加工常发生的问题及其解决方案:(1)四轴工件坐标系的确立、四轴G代码NC程序表示(2)各种不同机台复杂零件的装夹(3)加工辅助线、辅助面的制作(4)四轴加工刀具与工件点接触,非刀轴中心的补偿(5)加工过程中刀具碰撞问题(6)刀轨的校验及其****加工
第二部分案例加工
案例一 4 1定向加工案例
1.四轴开粗方法
2.局部开粗,毛坯制作、刀轴矢量方向
3.曲面UV分析及其修改
4.刀轨变换操作
案例二 凸轮四轴加工案例
1.四轴驱动开粗的加工方法,切削模式:往复式加工、螺旋式加工
2.曲面驱动的分析与修剪
3.曲线\点驱动加工操作(*)
4.刀轨变换:旋转、平移
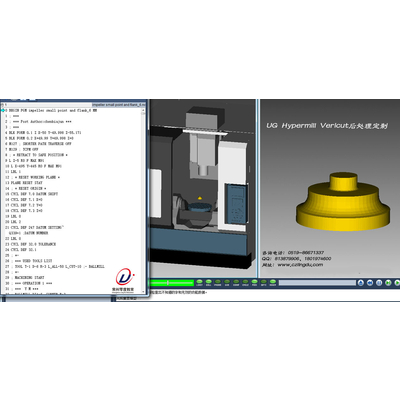
5.刀轨过切措施:修改公差、设置检查面、曲面百分比,过且检查确认无误方可加工。
6.曲线、点驱动加工一定做详细的刀具过切检查,特别是刀具进退刀。
7.部件与驱动相同时,所使用的曲面驱动大小决定部件的余量
8.在没有选择部件只选择了驱动面,部件余量参数设置为无效,曲面偏置可以控制曲面的余量。当选择了部件(曲面、曲线),部件余量参数设置为当前部件余量,此时曲面偏置无效。
9.利用曲面百分比控制曲面大小,从而控制刀轨,减少提刀。
****节 四轴机床结构特点与工作原理
1、四轴的定义:一台机床上至少有4个坐标,分别为3个直线坐标和1个旋转坐标
2、四轴加工特点:
(1)三轴加工机床无法加工到的或需要装夹过长
(2)****自由空间曲面的精度、质量和效率
(3)四轴与三轴的区别; 四轴区别与三轴多一个旋转轴,四轴坐标的确立及其代码的表示
Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴
X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向
3、直线坐标X轴Y轴Z轴
旋转坐标A轴、B轴
A轴:绕X轴旋转为A轴(G代码)
B轴:绕Y轴旋转为B轴(G代码)
XYZ A、 XYZ B、两种形式四轴
XYZ A 适合加工旋转类工件、车铣复合加工
XYZ B 工作台相对较小、主轴刚性差、适合加工小产品
四轴可以实现产品除底面外5个面都可以做加工,加工前我们必须对产品进行分析,确定四轴机床。
第二节 四轴加工优点 应运典型零件的工艺方案 实际生产加工常发生的问题及其解决方案
三轴加工的缺点:(1)刀具长度过****具成本过高(2)刀具振动引发表粗糙度问题(3)工序增加,多次装夹(4)刀具易*损(5)刀具数量增加(6)易过切引起不合格工件(7)重复对刀产生累积公差2、四轴优点:(1)刀具得到很大****(2)加工工序缩短装夹时间(3)无需夹具(4)****表面质量(5)延****具寿命(6)生产集中化(7)有效****加工效率和生产效率3、四轴加工主要应运的领域: 航空、造船、医学、汽车工业、模具4、四轴应运的典型零件:凸轮、涡轮、蜗杆、螺旋桨、鞋模、立体公、*模型、汽车配件、其他精密零件加工5、四轴加工工工艺及其实际生产加工常发生的问题及其解决方案:(1)四轴工件坐标系的确立、四轴G代码NC程序表示(2)各种不同机台复杂零件的装夹(3)加工辅助线、辅助面的制作(4)四轴加工刀具与工件点接触,非刀轴中心的补偿(5)加工过程中刀具碰撞问题(6)刀轨的校验及其****加工
第二部分案例加工
案例一 4 1定向加工案例
1.四轴开粗方法
2.局部开粗,毛坯制作、刀轴矢量方向
3.曲面UV分析及其修改
4.刀轨变换操作
案例二 凸轮四轴加工案例
1.四轴驱动开粗的加工方法,切削模式:往复式加工、螺旋式加工
2.曲面驱动的分析与修剪
3.曲线\点驱动加工操作(*)
4.刀轨变换:旋转、平移
5.刀轨过切措施:修改公差、设置检查面、曲面百分比,过且检查确认无误方可加工。
6.曲线、点驱动加工一定做详细的刀具过切检查,特别是刀具进退刀。
7.部件与驱动相同时,所使用的曲面驱动大小决定部件的余量
8.在没有选择部件只选择了驱动面,部件余量参数设置为无效,曲面偏置可以控制曲面的余量。当选择了部件(曲面、曲线),部件余量参数设置为当前部件余量,此时曲面偏置无效。
9.利用曲面百分比控制曲面大小,从而控制刀轨,减少提刀。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn