
聊城市凯博钢管有限公司
主营:无缝钢管,小口径无缝钢管,厚壁无缝钢管,精密无缝钢管,冷拔无
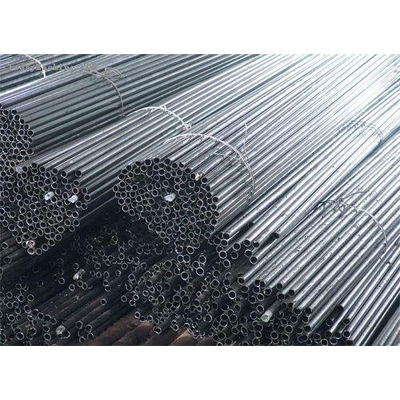
山东小口径无缝钢管、热轧小口径无缝钢管、凯博钢管(多图)
面议
中国
来电请说明在第一枪看到,谢谢!
产品属性
聊城市凯博钢管****经营各种规格的厚壁无缝钢管,合金钢管等,钢管规格型号齐全。
聊城市凯博钢管****经营各种规格的厚壁无缝钢管,合金钢管等,钢管规格型号齐全。

现在所应用的是生产率高的连续对缝炉焊管机组。
除了运用新的技术和改进生产方法以外,陈旧的设备也逐渐的被拆除。在战时所保存下来的装有摆动轧槽的轧机、57-114公厘的遇期式轧机和制造直径在57公厘以下管子的顶管机在制管工业中已没有大的用途,现在已不使用并将来也不准备再恢复o
存苏维埃政权的年代里,钢管的生产随着技术操作及其原理研究的发展而发展。轧管和精整理论基础的奠定,大大地****了在生产上的成就,在许多情况下大大地超过了外国水平。
聊城市凯博钢管****经营各种规格的厚壁无缝钢管,合金钢管等,钢管规格型号齐全。
在设计新的更****和更机械化的制管车间和工厂的工作中,居首要地位的是国立冶金工厂设计院。国立冶金工
厂设计院所设计的和在苏联所新建立的车间和工厂,其特点是在技术上考虑得很周密,钢管的生产过程具有高度的机械化和自动’化。
钢管的基本生产过程,如斜轧,周期轧制以及成型机的孔型设计等等都由苏联学者兀.T.依米里携年柯,A.巾.列邵奇****,B.C.斯密尔诺夫等人作了深入的研究,并作了理论上的验证。
在1843年发明了由两个机架所组成的连续式轧管机,在这个轧机上进行轧制铸造的管坯。
在这个时侯,铁管也用锻造方法制造出来了。为了校直所锻成的管子而采用了斜装着双曲线形辊子的矫正机。
在*世纪的七十印代里,已经开始用汽锤锻造蒸汽锅炉用的波浪形的管子;当时的生产率是很低的。
除了锻造之外,还采用了将实心的钢坯钻孔的方法来制造管子、炮筒和枪筒等。以后,就开始将已经钻孔的钢坏在轧管机上轧制薄壁的管子。特别是自行车管,从1897年就开始用展轧钻孔的空钢锭来制造了。
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn