沧州坤航管件有限公司



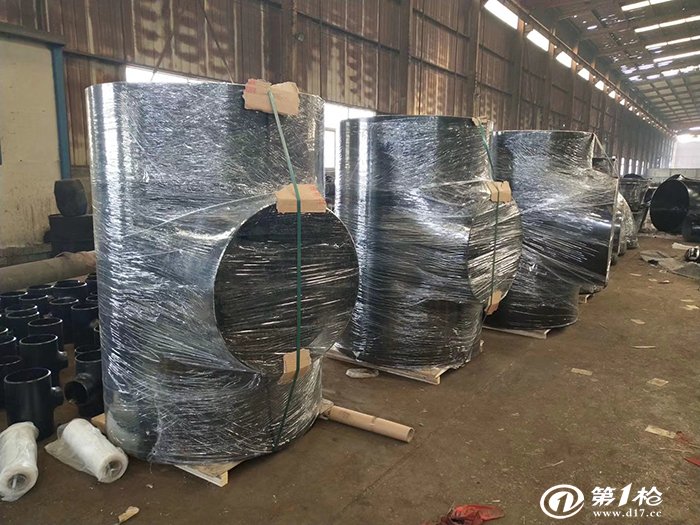
安徽巢湖供应*Q235碳钢异径对焊三通
产品属性
- 包装:
- 木箱
- 运输:
- 汽运
- 异形件:
- 图纸定制
- 材质:
- 20#
- 应用:
- 化工厂,机械厂,电厂
- 品牌:
- 其他
- 类型:
- 等径三通
- 材质:
- 不锈钢
- 是否进口:
- 否
- 是否标准件:
- 标准件
- 样品或现货:
- 现货
- 加工定制:
- 是
- 型号:
- DN600
- 外径:
- 630mm
- 壁厚:
- 12mm
- 规格尺寸:
- 齐全
- 压力等级:
- 10公斤
- 执行标准:
- 国标
- 特殊功能:
- 耐腐蚀
安徽巢湖供应*Q235碳钢异径对焊三通,沧州坤航管件有限公司,碳钢三通焊接时为****由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。*三通焊接过程中需要按照实际的使用说明和形式进行控制,使其生产的弯头产品能够充分展现良好的使用特点和性能,保证使用中的良好贡献和质量。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。为*****三通耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。
碳钢三通在电力、矿山、冶金等行业,物料的输送、输出、都是采用近距离、高压输送,三通承受着相当大的压力,并经受很严重的磨损,单一材质的管道很难满足此工况的要求,尤其是三通,因考虑到其使用安全性,及使用寿命,*放在****管道内衬的韧性,*冲击性,及*性上。同时也要考虑管道及三通整体强度问题。而国内外普遍采用A3、16Mn无缝钢三通管,致使管道严重磨损,更换频繁,一种较为成熟的铸石管虽然铸石本身具有较高的硬度,但由于工艺原因,铸石管的厚度较大,傻、大、笨、粗,在使用上受到很大限制。另外铸石较脆容易断裂,给输送和安装带来很大的困难。
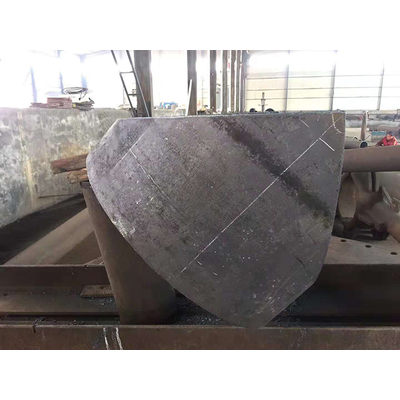
焊接三通是钢制三通管件中一种****为简单的三通形式,这种三通的生产的是****为简单和成本****为低廉的,原来的工艺落后工地上使用的都是焊接三通。下面我就讲解一下焊接三通的成本的构成。原料的成本,目前的焊接三通基本都是有直缝管或者废旧钢管加工制成的,因为相比冷拔三通和无缝三通,它的成本低廉的原因首先就是原料的低廉,直缝管的成本比无缝管低廉很多的,同样的型号无缝管的成本要比直缝管高几百甚至一千多元。原料的成本占据焊接三通的成本大多数。焊接的成本,焊接三通的焊接****为简单,就是在主管上开个小口之后再把支管焊接在上面,很多客户不知道其实焊接的工艺是很严肃的,但是由于很多客户只是在比较价格而不是考虑焊接三通的质量,现在使用****多的焊接工艺就是普通焊,也即是在两面焊接就完事,不需要探伤。
碳钢三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。碳钢三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺,其过程是采用*液压机,将与异径三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。