
沧州坤航管件有限公司


长治321不锈钢带颈对焊法兰厂家推荐
产品属性
- 压力:
- 10公斤
- 包装:
- 木箱
- 运输:
- 汽运
- 异型加工:
- 按客户要求
- 发货:
- 3天内
- 品牌:
- 其他
- 类型:
- 焊接法兰
- 结构形式:
- 整体法兰
- 制造标准:
- 国标
- 材质:
- 不锈钢
- 是否进口:
- 是
- 是否标准件:
- 标准件
- 样品或现货:
- 现货
- 加工定制:
- 是
- 型号:
- DN40
- 直径:
- 48mm
- 规格尺寸:
- DN40
- 等级:
- 一级
- 抗压强度:
- 强
- 执行标准:
- 国标
- 特殊功能:
- 耐腐蚀
带颈对焊法兰盘生产工艺
纯料锻造、毛料锻造(次之)适用于带颈对焊法兰及法兰片;
我公司生产的带颈对焊法兰工艺为模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的;
模锻的基本工序 模锻工艺过程:下料,加热,预锻,终锻,冲连皮,切边,调质,喷丸;
常用工艺有镦粗,拔长,折弯,冲孔,成型;
常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体*细密,强度高,当然价格也贵一些;
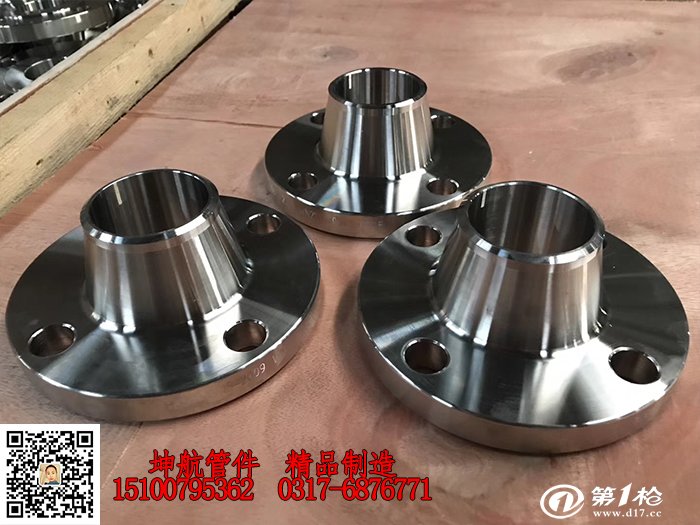
带颈对焊法兰盘特点
外形美观,表面平整光滑,耐酸碱,*防腐,质*能强;
对焊法兰不易变形,密封性能好,应用广泛;
有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形;
适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接;
同时也用于输送价格昂贵,*,*介质的管路上;

带颈对焊法兰盘密封类型
突面带颈对焊法兰(RF);
全平面带颈对焊法兰(FF);
凹凸面带颈对焊法兰(MFM);
凹面带颈对焊法兰(FM);
凸面带颈对焊法兰(M);
榫槽面带颈对焊法兰(TG);
其中凹凸面带颈对焊法兰(MFM)属于配套使用;
带颈对焊法兰盘材质
碳钢法兰(Carbon Steel):ASTM A105,20#、Q235、16Mn、ASTM A350 LF1,LF2 CL1/CL2,LF3 CL1/CL2、ASTM A694 F42,F46,F48,F50,F52,F56,F60,F65,F70;
不锈钢法兰(Stailess Steel):ASTM A182 F304、304L、 F316、316L、1Cr18Ni9Ti、0Cr18Ni9Ti、321、18-8;
合金法兰(Alloy Steel):ASTM A182 F1、 F5a、 F9、 F11、 F12、 F22、 F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、St45.8/Ⅲ;
带颈对焊法兰盘常用生产标准
化工部标准:HG/T20592-2009,HG/T20615-2009;
*标准:GB/T9115.1-2000,GB/T9115.2-2000,GB/T9115.3-2000,GB/T9115.4-2000;
机械部标准:JB/T86.2-94;
船用标准:CB/T47-1999;


带颈对焊法兰盘的优点与缺点
优点:带颈对焊法兰适用于高压管道,耐高压,密封性能较好,不宜变形,耐酸碱,*防腐,质*能强;
缺点:价格相对比较贵一些;
带颈对焊法兰盘采购建议
1:建议到正规的法兰生产厂家购买,需要有一定的生产规模;
2:法兰生产厂家需要提供带颈对焊法兰的材质检测报告等相关资料;
3:带颈对焊法兰需要有相应的规格型号钢印与标识;
