山东凯斯锐智能装备有限公司


凯斯锐深孔钻床 数控法兰钻 高速钻铣床
产品属性
- 动力头行程:
- 180mm
- 动力头功率:
- 5.5KW
- 主轴行程:
- 240mm
- 总功率:
- 15KW
- 排屑方式:
- 链式排削器
- 品牌:
- 其他
- 类型:
- 深孔钻床
- 用途:
- 专用
- 控制形式:
- 数控
- 精密程度:
- 精密
- 自动程度:
- 自动
- 布局形式:
- 其他
- 适用行业:
- 通用
- 轴数量:
- 三轴
- 作用对象材质:
- 金属
- 型号:
- KR-PMZ2016
- 最大钻孔直径:
- 50mm
- 最大钻孔深度:
- 100mm
- 工作台面宽度:
- 1600mm
- 工作台面长度:
- 2000mm
- 主电机功率:
- 5.5KW
- 主轴转速范围:
- 120-560r/min
- 主轴孔锥度:
- 2.5
- 外形尺寸:
- 3500*2650*2870mm
- 重量:
- 6T
凯斯锐深孔钻床 数控法兰钻 高速钻铣床
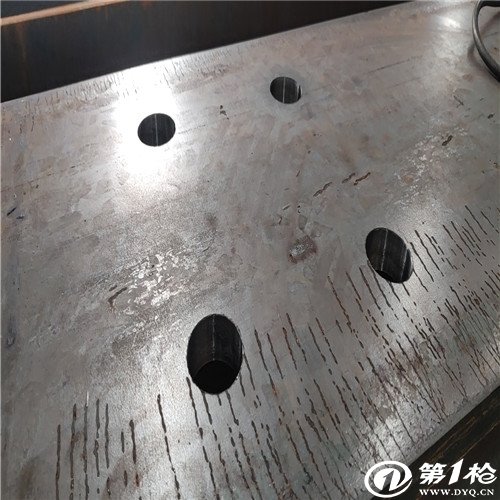
1.在操作数控平面钻的过程中,工作人员应注意随时查看主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。钻床的吸尘效果要好,吸尘风可降低钻头温度,同时带走粉尘减少摩擦产生高温。
除此之外,数控平面钻的钻头需要定期进行修磨,这样可以延长钻头的使用寿命和重复次数,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于0.2mm。重磨时要磨去0.25mm。普通的定柄钻头可重磨3次,铲形头的钻头可重磨2次。
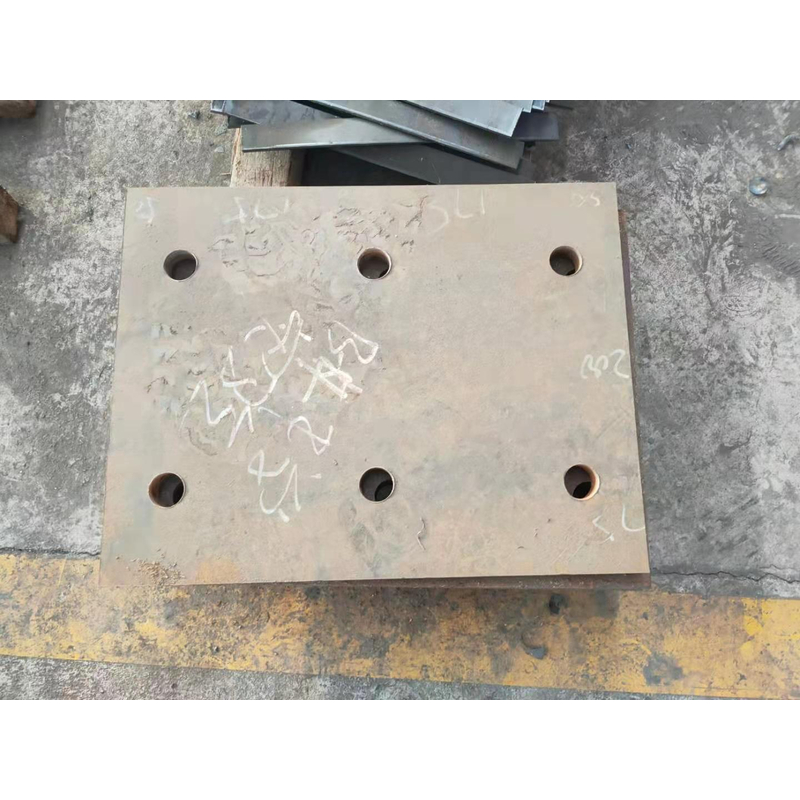
2.钻头应装在的包装盒里,避免振动相互碰撞。在使用之前,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里,用完随即放回到包装盒里。
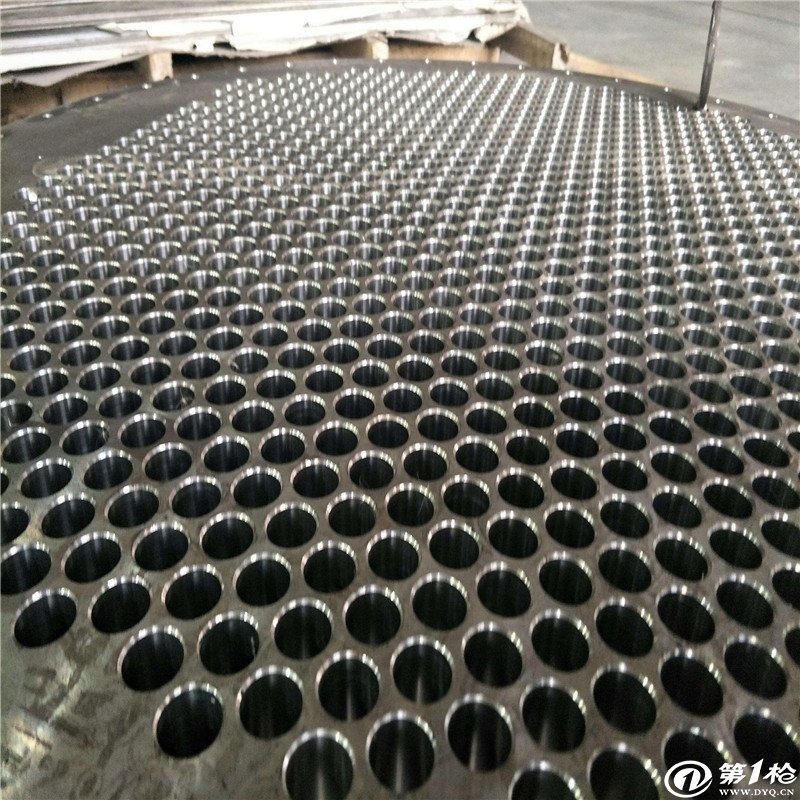
针对于不同的加工要求,在使用数控平面钻期间应配置适合的钻头。关于钻头的测量应使用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。某些数控钻床使用定位环某些数控钻床则不使用定位环,如使用定环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。
这是因为如果存在差异那么可能会导致数控平面钻的钻头钻到台面,或者是无法钻穿线路板造成报废。平时应使用40倍立体显微镜检查钻头切削刃的磨损。并且要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。
系统操作与控制
目前很多钻床的操作系统界面很友好,有一些钻床还使用中文的操作程序,在操作和上手上都很方便,但缺点在于计算机容易影响生产,管理、维护较困难,而采用其他非常见系统。
钻削动力头采用伺服主轴电机,通过齿形同步带减速增加扭矩带动精密主轴,主轴采用*后二式五列日本角接触轴承实现无级变速,主轴配置气动换刀系统,使刀具更换快捷方便,进给为伺服电机和滚珠丝杠驱动。X、Y轴能够联动,采用半闭环控制,能够实现直线、圆弧插补功能。主轴端为BT40锥孔,,配有意大利罗托福斯高速旋转接头,可使用高速U钻钻)和取芯钻头中心出水。