
济南联创激光切割有限公司
宿迁激光切割加工、模型激光切割加工、联创激光切割(多图)
产品属性
激光切割加工的时候对于我们的厚的板材应该怎么切割才****.好呢?下面联创激光切割带大家了解以下内容,希望对大家有所帮助:
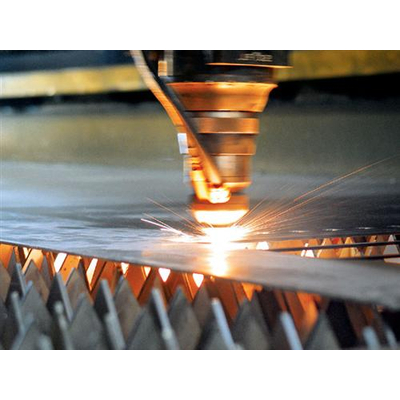
一般来说,对于80.5mm--86mm厚的板材进行切割.大多数热切割技术都必须在板上穿一小孔。激光冲压复合机上是用冲头先冲出一孔。然后再利用激光束从小孔处开始切割。对于没有冲压装置的激光切割机一般所采用的是脉冲穿孔的基本方法——脉冲穿孔:金属对10.6urn激光束的起始吸收率只有0.5%~10%。

当激光的输出功率密度大于106W/cm2的聚焦激光束照射到金属表面时。却能在微秒级的时间内很快使材料表面开始熔化。一般使用空气或氮气作为辅助气体,每个脉冲激光只产生细小的微粒进行喷射。逐步深入,因此厚板穿孑L时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。当入射的激光束功率密度超过某一值后.光束照射点处材料内部开始蒸发,形成孔洞。
它将作为黑体吸收所有的入射光束能量。小孔被熔化物质所包围。然后.与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。切割气体一般用氮气。 熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体。材料在激光束的照射下与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。切割气体一般用氧气。
激光切割加工是有很多的优点的,所以我们现在使用它的才这么多,下面联创激光切割带大家了解激光切割加工的优点都有哪些:
切割缝细:激光切割的割缝一般在0.10~0.20mm。

热变形小:激光加工的激光割缝细、速度快、能量集中,因此传到被切割材料上的热量小,引起材料的变形也非常小。
激光切割加工的特征大家了解哪些呢?下面联创激光切割带大家了解激光切割加工的特征都有哪些,大家要好好仔细的看哦:
1、精细 –激光加工穿透材料切缝细,工件按设计程序切割、尺寸精度高,可割锐角及窄缝。
2、平整 –切口*刺、垂直度好,缝边不变形、无热影响区,光亮切割边可直接拼焊成形。
3、快速 –聚焦激光束光点小、能量集中,功率密度高,犹如一把锐刀,切割速度快。激光切割加工对象
1、除对光反射率高的金、银、铜外,绝大多数材料都能利用激光切割,****适用于碳钢、不锈钢、铝板,铜板

2、中、小批量落料加工的各类机械制造钣金件。
3、开模具经济上不合算或时间上来不及的新产品试制件,利用激光切割加工是理想选择。
4、形状复杂、多品种工件。
5、常规切割方法不能加工或达不到质量要求的材料和工件。
6、工、量、刃具及各种金属和非金属材料字体、图形装饰件,但PVC一类含毒蒸汽材料则不宜。