
湖北嘉快智能科技有限公司
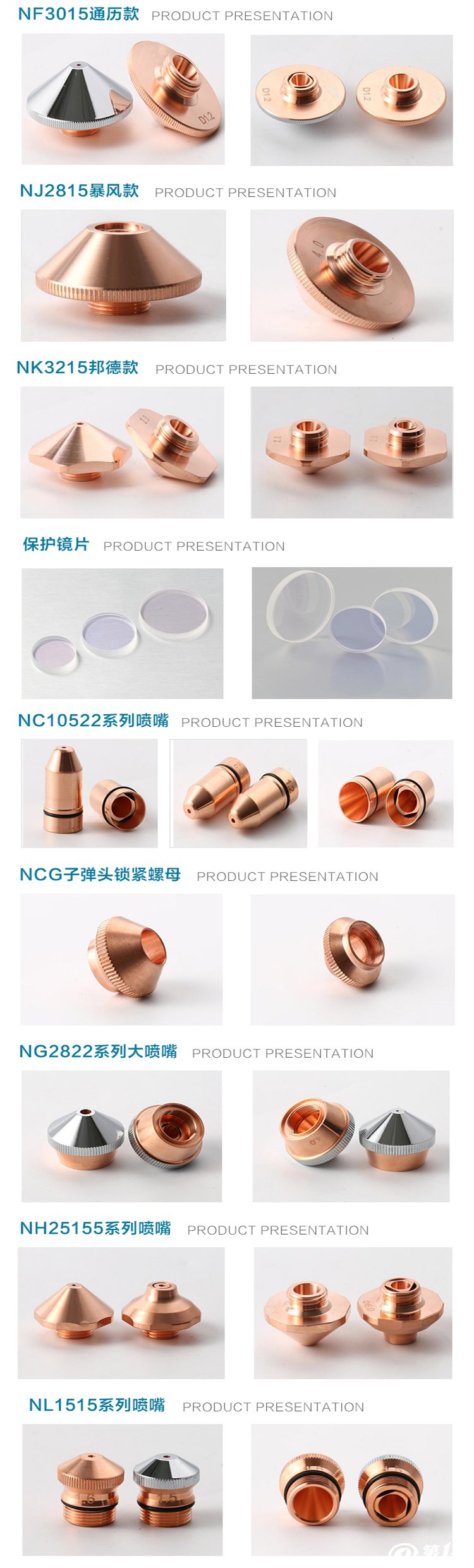
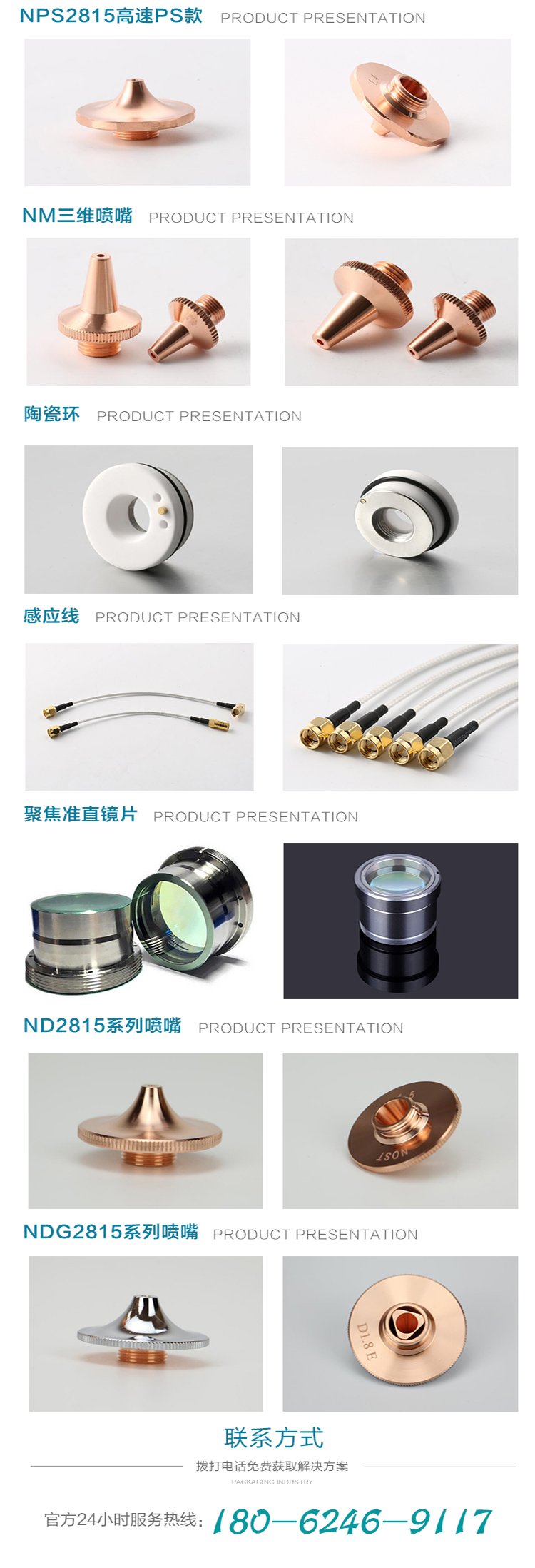
主营:激光喷嘴,陶瓷环,保护镜片,聚焦准直镜片,感应线
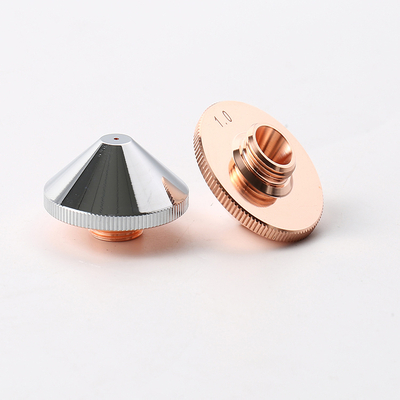



供应激光切割机喷嘴激光铜嘴厂家嘉快
¥14元/件
中国 湖北 荆门 钟祥市
来电请说明在第一枪看到,谢谢!
产品属性
- 品牌:
- 其他
- 电源类型:
- 其他
- 型号:
- 喷嘴

激光切割机在切割不锈钢板材时,辅助气体(氧气)及聚焦的激光束都是通过喷嘴射到被切材料,并形成了一个气流束。激光切割机对气流的基本要求是,进入切口的气流量一定要大、速度要高,以便足够的氧气使切口材料充分进行放热反应;同时又有充足的能量将熔融材料喷射吹出。所以,除了光束的质量及其控制直接影响切割质量外,喷嘴的设计以及气流的控制(如喷嘴压力、材料在气流中的位置等)也是十分重要的要素。目前,激光切割机的喷嘴多采用简单的结构。激光切割机在操作的时候,从喷嘴侧面通入一定的压力Pn(表压为Pg)的气体,称喷嘴压力,从喷嘴出口喷出,经过特定的路径到达工件表面,其压力就是通常所说的切割压力Pc后气体会膨胀到大气压力Pa.有关研究表明,随着Pn的增加,气流流速增加,Pc也不断增加.我们可以用下列公式进行计算:V=(Pg+1); V-气体流速L/min;d-喷嘴直径mm;Pg-喷嘴压力(表压)bar。
不同气体有不同的压力阈值,当喷嘴压力超过这个值时,气流是正常斜激波,气流速会从亚音速向超音速过渡.此阈值与Pn、Pa比值以及气体分子的自由度(n)两种因素有关:如氧气、空气的n=5,因此其阈值Pn=1bar×()=.当喷嘴压力更高Pn/Pa=(1+1/n)1+n/2时(Pn;4bar),气流正常斜激波封变成正激波,切割压力Pc下降,气流速度减低,并且会在工件表面形成涡流,削弱气流去除熔融材料的作用,影响了切割速度.因此采用锥孔带端部小圆孔的喷嘴,其氧气的喷嘴压力常在3bar以下.
内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn