青岛佳吉门窗设备有限公司
塑钢门窗设备,佳吉门窗设备(****商家),生产塑钢门窗设备
产品属性
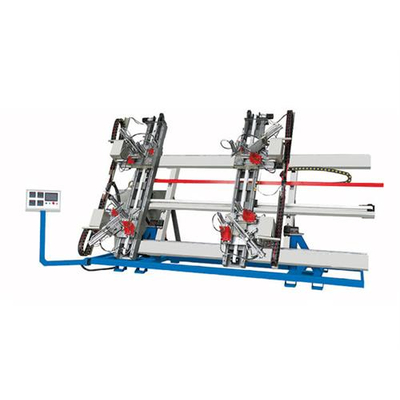
铝型材数控双头精密切割锯
*铝材*硬质合金锯片,保证良好的切割性能
*主轴,保证锯片转动平稳,有效地****加工件的表面质量
气液阻尼机构,使锯片能够匀速进给,有效地延长了锯片寿命
进给机构采用进口方导轨运动副,具有较高的运行精度
拖板移动采用精密直线轴承运动副,保证了*的重复*
机头自动回转,双向*,夹紧,可单机头*工作
双向气缸夹紧机构,实现快速稳定*、夹紧
自动开合防护罩,使操作更安全
右机头进给采用高导程滚珠丝杠运动形式,传动精度高,*准确,工作平稳
该机采用数控技术,可完成型材不同规格尺寸的自动下料
塑钢门窗设备切割角度的调整步骤:
调整塑钢门窗设备90°角的切割(锯片伸出与工作台面垂直):铝合金型材精密切割锯出厂前均经调试并经检验合格,在此可直接锯切一铝合金型,材检验其90度角的锯切面是否符合要求,误差为±10′.如若不符合要求,可调整限位挡块上的螺栓.然后再重复锯切测量,使之满足要求.****后注意要锁紧切割锯上的螺母.
调整塑钢门窗设备45°角的切割(锯片伸出与工作台面夹角成45°时设定为45°):松开工作台上的锁紧手柄,摆角气缸通气,45度角到位后,锁紧把手.锯切型材后检查是否符合要求(误差为±10′).如果不符合要求,可调整限位挡块上的限位螺钉,重复锯切、测量,使之满足要求.然后再锁紧螺钉上的螺母,拧紧锁紧手柄.
中框、中冒头的下料
1、塑钢门窗设备中中框、中冒头的下料设备为双角切割锯、任意角度锯及中梃锯.
2、切割.根据设计订单上的下料尺寸进行切割.切割后首件三检,并抽检,构件应满足以下技术要求(中梃锯除外):
a. 保证*锯切割后型材端部角度为45度,允许偏差0.5度.
b. 保证第二锯切割后型材端部角度为90度,允许偏差0.5度.
c. 切割后型材端部尖角与中心线偏移允许偏差0.5mm.
d.下料长度符合设计要求,允差0.5mm
e.构件切削面与型材两侧面的垂直度有保证,待焊面清洁,无水、油污、料屑等杂物.