河北金鼎管道有限公司
大口径厚壁直缝钢管报价_厚壁直缝钢管_金鼎管道(查看)
产品属性

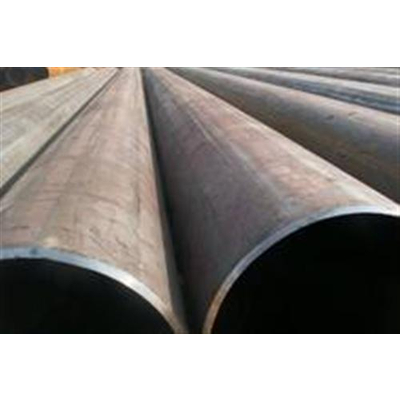
河北金鼎管道有限公司,生产大口径直缝埋弧焊接钢管生产线,设备工艺****,全部采用德国技术,引进美国林肯焊机,技术工艺在国内属****行列。钢管口径:Φ406―Φ1422mm
钢管壁厚:7.1―60mm
长度范围:3―12.4 m
使用****钢级:X80、L555
执行标准:APIspec5L、GB/T9711、BG/T3091-2008及用户附加技术条件
成型方式:JCO成型-渐进式多步模压成型法
多丝串列埋弧焊技术:
由于现代的高压输送管线对钢管的焊接提出了十分苛刻的要求,既要有高的生产效率,又要满足焊缝和热影响区的强度、硬度和冲击韧性要求,还要求焊缝与母材的过
度良好,无咬边,焊缝余高小等等,采用单丝或双丝焊接很难*满足这些要求。因此我公司采用了多丝串列埋弧焊,同时采用激光跟踪和焊接参数自动控制技术,
通过多丝参数的控制,能够*满足大壁厚、高韧性钢管的焊接要求。
我公司焊接的X70钢级高强度、大壁厚、高韧性的钢管,焊缝的内在和外观质量都达到西气东输标准要求。而且在大口径、高强度、高韧性钢管焊接技术方面达到了国际****水平,-20°C 焊缝的夏比吸收功抽样分析结果为100-225J,平均值达到168J。
河北金鼎管道制作大口径厚壁 Q235B直缝钢管,通常情况下也被称之为焊管,主要是用来钢板或者是钢带经过卷曲成型之后焊接制成的钢管装置。焊接钢管的生产工艺较为简单,并且生产效率也比较高,品种规格也非常多,设备的投入资金少,但一般强度低于无缝钢管。
20世纪30年代以来,随着****带钢连轧生产的迅速发展以及焊接和检验技术水平的共同进步,焊缝的质量也在不断得到****,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
直缝焊管的生产工艺较为简单,生产*,成本低,发展速度较快。螺旋焊管的整体强度一般要比直缝焊管要高,能使用较窄的坯料生产管径较大的焊管,还可以
用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比的话,焊缝的长度增加到30~100%,而且生产速度较低。所以,较小口径的焊管大都是
采用的直缝焊,大口径焊管则大多是采用螺旋焊。
河北金鼎管道有限公司生产1800*25mm大口径厚壁直缝钢管,本产品用于地铁车站端头井支撑体系,在地铁车展的施工中,由于端头井是盾构隧道施工的工作井,其开挖深度和基坑的支撑体系均比标准段要复杂,因此,支撑体系在端头井施工中起着十分重要的作用,他影响着整个基坑和周围环境的安全。
基坑的支撑体系主要有钢支撑体系,钢筋混凝土支撑体系,钢筋混凝土和钢支撑的混合体系等类型,其布置形式主要有双向井格型,斜撑加直撑型,斜撑型,封闭式框架支撑型,圆弧形等。由于地铁车站端头井的平面尺寸一般宽度为20多平米,因此,主要采用钢支撑,地铁一号线漕宝路站端头井,新闸路站端头井主要采用双向井格型,汉中路站端头井开始使用斜撑加直撑型号布置形式,因斜撑体系具有形式间接,安全可靠,便于施工,节约成本等优点,目前地忒车站端头井主要采用斜撑
型支撑布置形式。