
无锡翰森科技有限公司
主营:浮动铰刀柄|内孔去毛刺倒角刀|vmd大钻头|铲钻扁钻|镜面滚压刀|反背镗刀



浮动去毛柄在去毛刺工序中导入偏摆浮动沿着工件轮廓去毛刺
¥35000元/件
中国 江苏 无锡 新吴区
来电请说明在第一枪看到,谢谢!
产品属性
- 浮动去毛刺:
- DBR7-P
- 品牌:
- 其他
- 进口:
- 是
- 加工定制:
- 是
- 型号:
- KATO
- 类型:
- 浮动去毛刺
浮动去毛柄在去毛刺工序中导入偏摆浮动沿着工件轮廓去毛刺
同时具有径向摆动和轴向伸缩,能确保工具进行顺随打磨,防止工具或工件损坏。
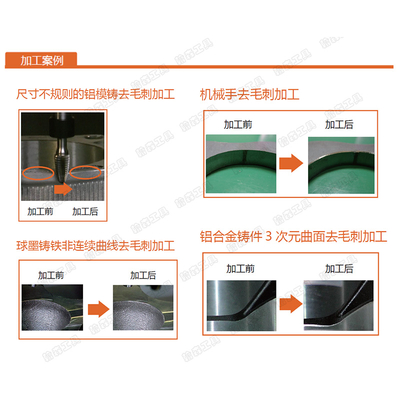
边、角、交叉孔等不规则毛刺、飞边抛光打磨
具有径向摆动轴向伸缩
浮动去毛柄,去毛刺工序中导入浮动,刀柄先端轴可360°方向偏摆5°,刀柄先端轴可伸长或收缩5mm。因为有了浮动,加入偏置补偿量后,使得中心偏移产生,所以可沿着走向贴着工件轮廓移动。通过偏摆吸收铸件形状尺寸的不均一,从而实现2次毛刺残留少的自动化去毛刺作业。

KATO工机加工中心用去毛刺加工的自动化设备浮动去毛柄
去毛刺工序中导入浮动偏摆+收缩(或伸长)
实现沿着走向贴着工件轮廓去毛刺
KATO 工机浮动系统
刀柄先端轴可 360°方向偏摆 5°,刀柄先端轴可伸长或收缩5mm。
因为有了浮动,加入偏置补偿量后,使得中心偏移产生,所以可沿着走向贴着工件轮廓移动。
通过偏摆吸收铸件形状尺寸的不均一,从而实现2 次毛刺残留少的自动化去毛刺作业。
磨头可在适当的位置, 角度,以适当的力度接触工件表面

利用浮动,磨头可通过适当的角度,位置,以适当的弹力接触工件表面。
因此,能力避免以往刀柄加工时出现二次毛刺的地方再次出现毛刺。
5 轴机床、机械手等多轴机床更为有效。
加工中心的优势
◎去毛刺工序可与加工工程使用同一个加工中心
◎不需要昂贵的*机床
◎特别适用于铸件、铝合金铸件等二次毛刺的去除

机械手的优势
◎通过偏摆/ 收缩浮动能够进行大致的示教加工
◎能够用与人工作业相近的手感作业
◎不需要昂贵的视觉和力传感器即能稳定地去除毛刺


内容声明:第一枪网为第三方互联网信息服务提供者,第一枪(含网站、微信、百家号等)所展示的产品/服务的标题、价格、详情等信息内容系由卖家发布,其真实性、准确性和合法性均由卖家负责,第一枪网概不负责,亦不负任何法律责任。第一枪网提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与卖家沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪网举报并提供有效线索至b2b@dyq.cn