
佛山市树德金属材料有限公司
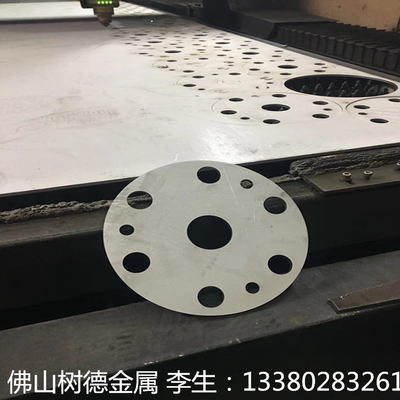
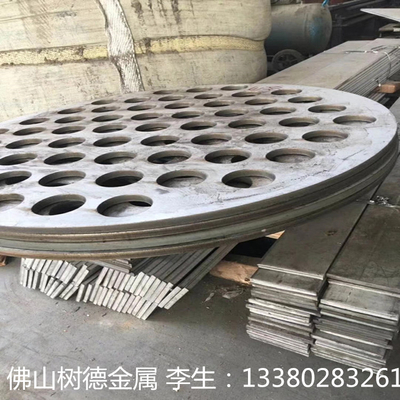

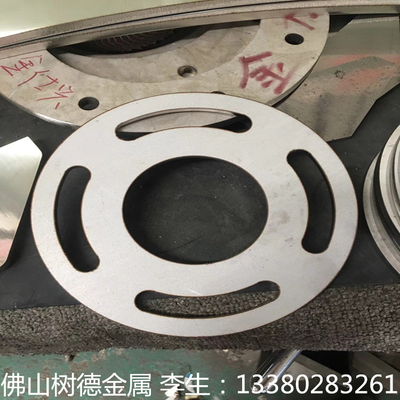
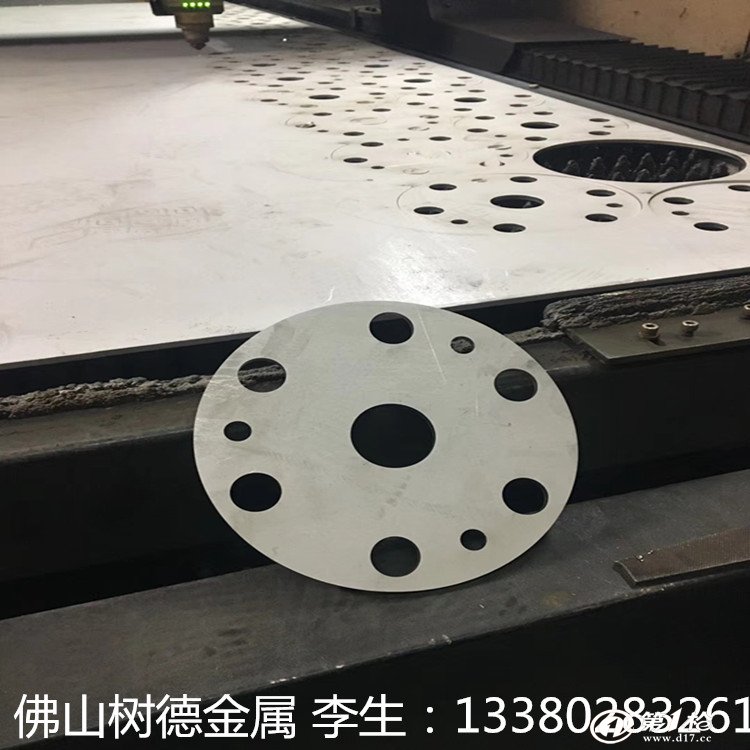
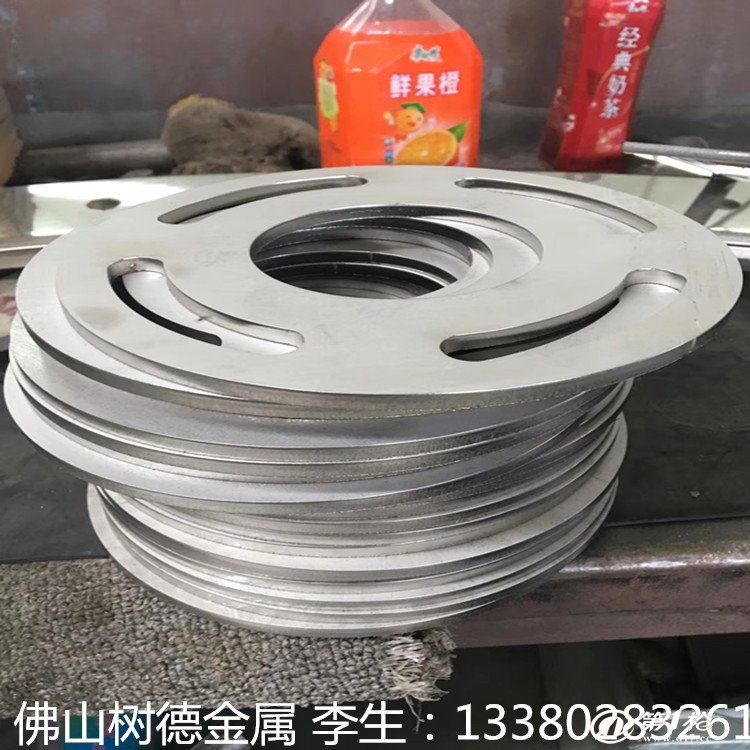
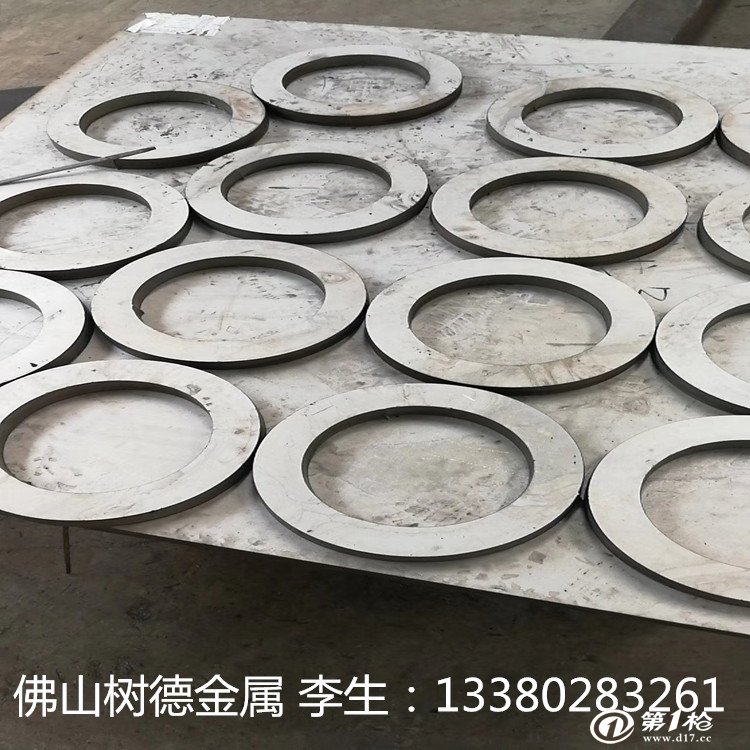
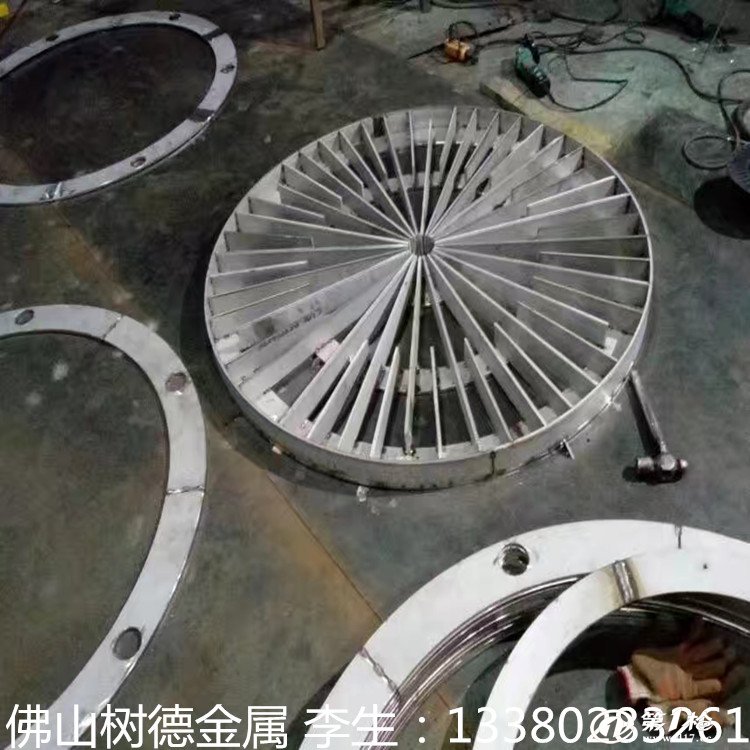
不锈钢板冲孔加工 304不锈钢板冲花 不锈钢激光切割加工
产品属性
- 不锈钢板冲花 :
- 1
- 不锈钢平板:
- 1
- 不锈钢板:
- 1
- 平板冲孔:
- 1
- 平板激光:
- 1
- 品牌/厂家:
- 其他
- 类型:
- 不锈钢平板
- 边缘处理:
- 不限
- 表面处理:
- 原面
- 加工工艺:
- 热轧
- 牌号:
- 2019
- 产地:
- 佛山
- 颜色:
- 原面
- 包装:
- 原材料
- 产品规格:
- 规格齐全
- 单位重量:
- 1
原理
激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,
利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。随着眼前储罐行业的不断发展,越来越多的行业和企业运用到激光切割(3张) 了储罐,越来越多的企业进入到了储罐行业,但是,由于降低了后续工艺处理的成本,所以,在大生产中采用这种设备还是可行的。
利用激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的大厚度可增加到20mm,但切割部件的尺寸误差较大。
激光切割设备的价格相当贵,约150万元以上。但是,由于降低了后续工艺处理的成本,所以,在大生产中采用这种设备还是可行的。由于没有刀具加工成本,所以激光切割设备也适用生产小批量的原先不能加工的各种尺寸的部件。激光切割设备通常采用计算机化数字控制技术(CNC)装置,采用该装置后,就可以利用电话线从计算机辅助设计(CAD)工作站来接受切割数据。
分类
折叠化切割
利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以化切割时需要很大的功率和功率密度。
化切割多用于****薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。
折叠激光熔化切割
激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体(Ar、He、N等),依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。
激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
折叠激光氧气切割
激光氧气切割原理类似于氧*切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光化切割和熔化切割。
激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
折叠激光划片与控制断裂
激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。
控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。

从而实现将工件割开。激光切割属于热切割方法之一。激光切割的原理见下图。