上海多木实业有限公司


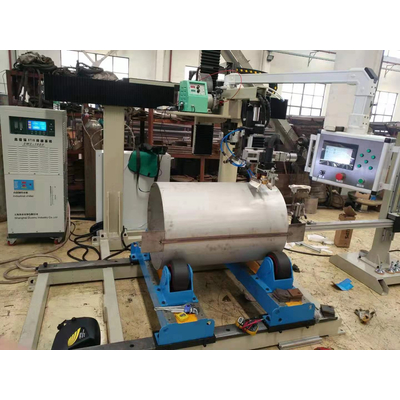

压力容器碳钢深熔焊接机
产品属性
- 品牌:
- 其他
- 类型:
- 惰性气体保护焊机
- 电源类型:
- 直流
- 额定电流等级:
- 1000
- 控制方式:
- 自动
- 工作周期:
- 连续
- 是否数控:
- 是
- 电源控制方法:
- 电子控制型
- 送丝系统:
- 推拉丝式
- 冷却方式:
- 水冷
- 绝缘等级:
- H
- 型号:
- SWS-1000
- 额定负载持续率:
- 100%
- 焊接电流范围:
- 50-1000
- 焊接材质:
- 不锈钢、碳钢、钛、镍、锆
- 适用板厚:
- 4-12
- 额定输入电压:
- 35V
- 额定输入容量:
- 38.4KV
- 空载电压:
- 12
- 效率:
- 100%
- 功率因数(COSφ):
- 100%
- 适用焊丝直径:
- 1.2-1.6
- 保护气体类型:
- 氩气
- 作用原理:
- 气体弧焊
- 电压调节范围:
- 10-35
- 外形尺寸:
- 620*520*1400
- 重量:
- 140KG
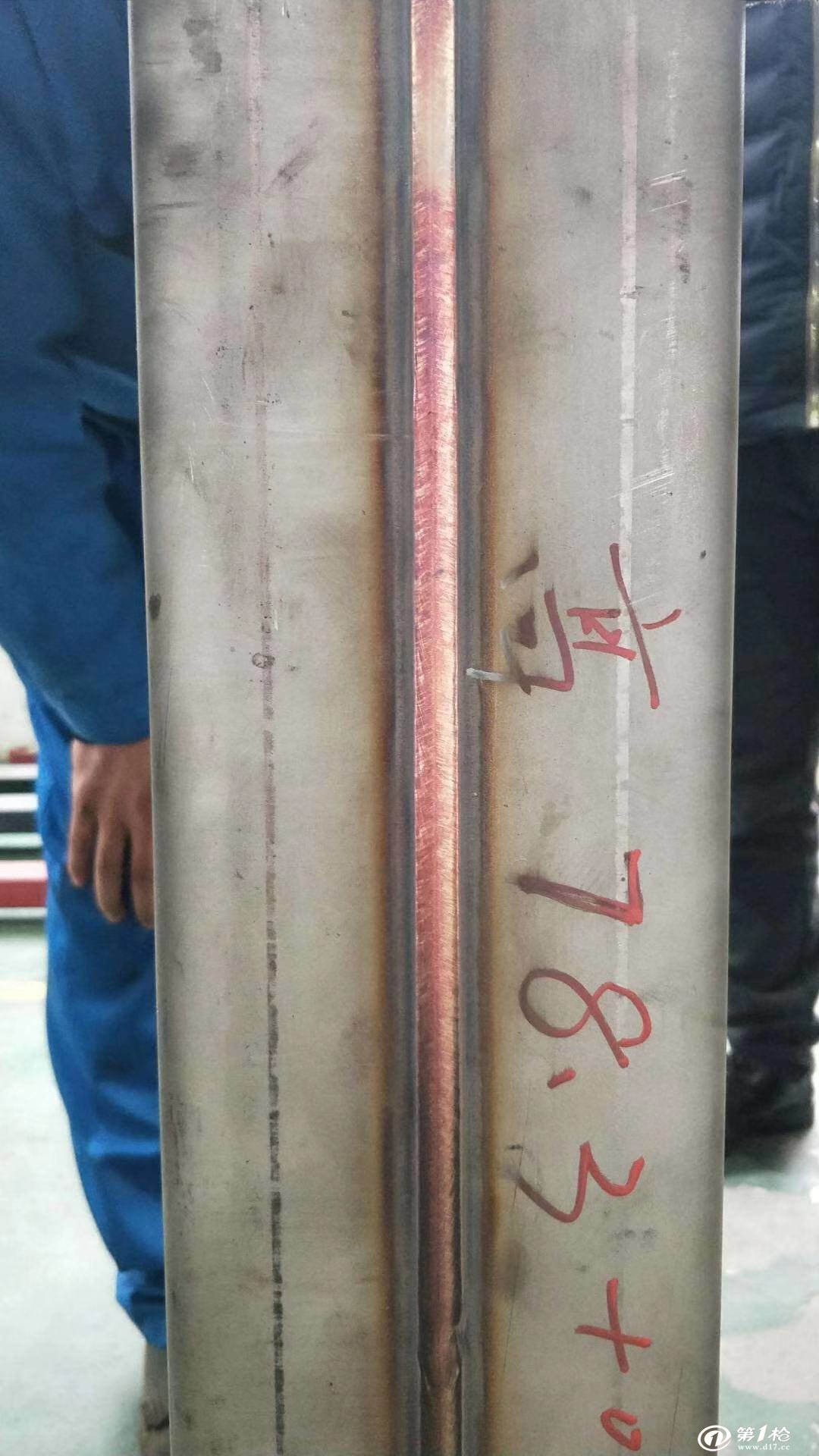
S-TIG深熔焊接工艺,具有以下的焊接特点:本发明通过一体化的焊枪结构设计,缩小了焊枪体量,使用焊枪本体作为传递焊接电流到钨****的电导体,采用钨****夹夹持钨****,夹锁紧螺母锁紧将钨****夹和钨****锁紧到焊枪本体上(或者是一体化钨****头锁紧到焊枪本体上)的结构设计,大幅减少了焊接电流在焊枪内部的传递环节,增强焊枪与钨****之间的导电、导热性能,通过把冷却水通道和环形冷却水槽直接构造在焊枪本体内部,把环形冷却水槽的位置尽可能接近钨****的锁紧位置,并在环形冷却水槽内壁构造螺旋导流水槽,进一步增加导热面积,从而大幅提升焊枪和钨****的冷却效果,通过降低钨****的温度,将钨****顶端的电弧压缩在钨****顶端锥角的**位置,从而*电弧电流密度,提升电弧沿径向的收缩力以及沿轴向的电弧阳****压力,提升了焊接熔深,深熔焊机,缩窄了电弧热影响区,进一步提升焊接质量,****焊枪的稳定性与*性,进一步降低焊接成本,****焊接效率。采用本发明进行中厚板焊接,对厚度为12mm的碳钢或合金钢、14mm的不锈钢、18mm的钛或钛合金板材,无需开坡口、直接I型端面组对即可实现单面焊双面成型,由此说明本发明可以****大地降低焊接过程对材料与能源的消耗,节约了焊接成本,****了焊接生产效率,具有巨大的工业应用价值。 
性能特点
1、单面焊双面成型。2、中厚板材不需开坡口即可焊接。3、一次性焊透14mm板材焊接速度是普通TIG焊的10倍以上。4、焊后不需背面清根处理。5、焊接成本低,设备后期维护成本低。6、员工操作要求低。
技术参数
输入参数
总输入电压
3*380V+N 50/60HZ
焊机输入电流
3XI1=60A
焊机输入容量
38.4KVA
功率因数
0.92
冷水机
单220V 50/60HZ
输入容量
1.2KVA
输出参数
输出空载电压
45V
输出工作电压
12-34V
弧压跟踪范围
12-20V
负载持续率
I2=1000A时 X=60% I2=600A时 X=100%
输出电流范围
50A--1000A
保护
温度 过流 水流
防护等级
IP21
绝缘
H
操作参数
连续焊
脉冲焊
起弧电压
80V
80V
起弧电流
50-1000A
50-1000A
基值电流
50-1000A
50-1000A
焊接电流
50-1000A
峰值电流
50-1000A
起弧时间
0-5.0秒
0-5.0秒
过渡时间
0-5.0秒
0-5.0秒
下降时间
0-5.0秒
0-5.0秒
焊接时间
10-500MS
间隔时间
10-1000MS
提前送气
0-30S
0-30S
*气*
0-60S
0-60S
保护气体*
0-60S
0-60S
焊机重量
140KG
焊机尺寸
长*宽*高=620mm*520mm*1400mm
使用说明
自动化控制住,参数输入,方便更快捷,自动化控制焊接稳定性高。